北京精雕软件各种路径问答
1、分层方式中“拷贝分层”主要适用什么场合?
使用拷贝分层时,系统首先计算最后一层路径,然后通过Z向平移获得其他层的路径。它可以避免锥刀分层加工时因为锥角不准确而在侧边留下阶梯。投影加深粗加工也使用该功能提高分层加工的效率和球刀的使用寿命。
锥刀是雕刻加工的常用刀具,在常规分层加工时,如果实际刀具角度与理论刀具角度相差超过1度时,侧面就会留下明显的分层台阶,而拷贝分层可以消除刀具角度引起的分层台阶。在斜侧面加工或用锥刀加工时,不同深度的半径补偿值并不相同,于是在侧面容易残留小台阶。为了避免产生不光滑的侧面,可用拷贝分层方式。
2、分层方式中“减少抬刀”主要适用那些场合?
目前只在单线雕刻、轮廓切割、区域修边三种加工方法中作用,而且当前的雕刻次序必须是“区域优先”。它能减少抬刀次数,提高加工效率。
3、开槽加工的优点是什么?
提高粗加工的平均切削效率,提高区域的尺寸精度。
4、浅吃深加工中使用开槽加工是否会降低加工效率?
在浅吃深加工中,使用“开槽2次+环切走刀+折线连刀+50%重叠率+顺铣走刀”是提高加工效率,提高尺寸精度,提高刀具耐用度的重要方法。
5、开槽设置和分层设置中为什么要设置“层数”和“每层深度”两种方式,对加工有无影响?
主要方便用于根据已知条件确认分层方式,对加工没有影响。合理的做法是设置“每层深度”,由系统根据当前的加工深度自动分层次数。
6、开槽设置中的“切削量均匀”的作用是什么?
使用”切削量均匀“的前提是刀具的直径不小于0.4mm。
以前我们用北京精雕4.0生成锥刀的开槽路径时,刀具在每一层的下刀深度总是相同的,但是锥刀的切削面在旋转时成倒锥形,每一层的切削量并不同,切削量会随着深度的增加而增加,北京精雕5.0中的“切削量均匀”可以使锥刀在开槽过程中,每一层的切削量均相同,这样可以使锥刀在加工过程中的切削受力不会随深度的增加而增加。
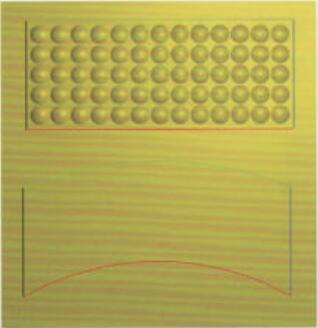
“切削量均匀”在生成刀具路径时,会自动根据用户设置的开槽深度计算出开槽的层数,或直接利用用户输入的开槽层数将总的开槽切削量平均到每一层,这时的开槽路径如下图:

▲图1 精雕刀具切削量均匀
这时在第一层会有较大的切削,所以一般直径小于0.4mm的刀具不用“切削量均匀”。
7、不同下刀方式的使用背景?
刀具垂直落刀过程容易造成刀尖崩裂,而改变下刀方式可以降低下刀冲击,提高刀具的使用寿命。下刀方式包括竖直下刀、螺旋下刀、折线下刀、沿轮廓下刀四种。
竖直下刀也就直接下刀,下距离短,加工效率高。但Z轴冲击力大,在金属材料加工时容易损伤刀具和主轴系统。一般用在软材料雕刻、曲面精加工、侧边精修等加工过程中。
螺旋下刀是最好的间接下刀方式,下刀路径光滑,机床运动平稳。但下刀需要回旋余地,在狭窄图形加工时不能生成下刀路径。
折线下刀是螺旋下刀的补充,主要用于在狭窄图形加工。在没有小线段插补或螺旋 线的机床上,折线下刀的效率比螺旋下刀效率高。
沿轮廓下刀不受图形的限制,总能生成下刀路径,是雕刻加工常用的下刀方式,一般和开槽加工混合使用。
8、如何设定下刀角度?
选择了间接下刀方式后,必须设定下刀的角度,
设置下刀角度的原则是:
1)下刀角度一般为0.5~5度之间,钢材为0.5~1,铜铝为1~2,非金属为2~5度,材料越硬,下刀角度取小值;
2)加工脆性材料,如水晶时采用0.5~1度的下刀角度;
3)当锥刀的刀尖小于0.5毫米时,最好采用慢速垂直下刀,即下刀角度为90度;
4)当非金属材料每层小于1毫米、铜铝的每层吃刀深度小于0.1毫米、钢类材料每层深度小于0.05毫米时,也可以采用慢速垂直下刀,即下刀角度为90度。
9、“表面预留”的作用是什么?
“表面预留”是下刀时顶部的预留量,是下刀路径超出材料表面的高度,增加表面预留可以避免刀具在下刀过程中直接扎在工件上,这样可以提高下刀的安全性,改善加工过程中刀具及主轴电机的轴向受力,这个值一般不超过0.1。
10、“侧面预留”的作用是什么?
下刀时边界的预留量,也表示螺旋下刀时路径距离轮廓的距离。增加侧面预留量可以避免在下刀过程中切伤侧壁。该数值一般不超过0.05。
11、进刀方式中“直线连接、直线相切、圆弧相切”如何理解?
进刀方式的选择有利于避免在下刀位置留下内切疤痕。其中使用效果最好的是直线相切,它顺着轮廓切入材料,疤痕最小。但直线相切容易过切轮廓,比如在一相内圆切割时,不可能找到直线相切的进刀路径。在这种情况下,产生了圆弧相切的进刀方式。圆弧相切具有很大的适应性,是最常有用的进刀方式。
在文字切割中,有些区域十分狭长,这时连圆弧相切路径也不能生成,于是产生了直线连接的进刀方式。这种方式的进刀效果最差,但适应性最好,主要用于文字切割、滴塑模修边等。