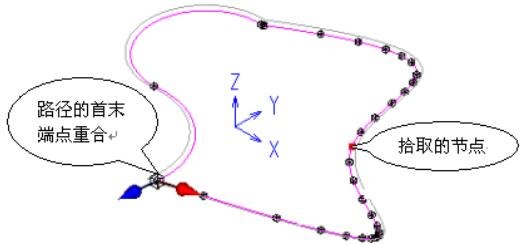
折线下刀
选择该方式,将生成 Z 字形折线下刀路径。刀具以一定角度沿斜线进入材料,可以降低下刀对刀具的冲击,延长刀具寿命。

▲图 1 折线下刀
参数说明:

▲图 1 参数说明
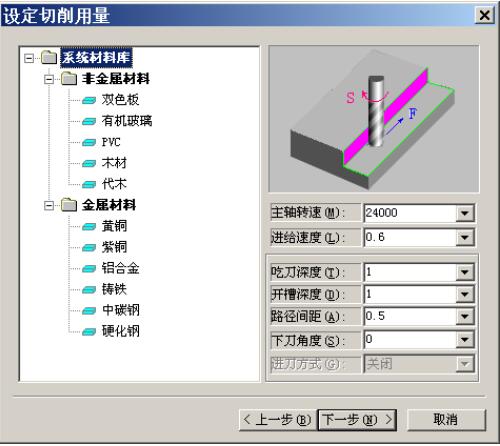
下刀角度:
下刀角度指折线与水平面之间的夹角,一般在 0.5 - 5 度之间,材料越硬,下刀角度应越小。
直线长度:
为构成下刀路径的折线段的投影长度,下刀的直线长度一般与刀具直径相同,范围在 0.4~3.0 之间。
表面预留:
下刀时顶部的预留量,指下刀路径超出材料表面的高度。增加表面预留可以提高下刀的安全性,一般不超过0.1。
侧边预留:
下刀时边界的预留量,也表示螺旋下刀时路径距离轮廓的距离。增加侧面预留量可以避免在下刀过程中切伤侧壁。该数值一般不超过 0.05。
每层最大深度:
下刀路径相邻两层的距离。设置该参数可以防止下刀角度大时,下刀路径吃刀深度过大损伤刀具。
说明:
折线下刀是螺旋下刀的补充,主要用于在狭窄图形加工。在没有小线段插补或螺旋线的机床上,折线下刀的效率比螺旋下刀效率高。