项目模式
项目模式的改变,对应的毛坯、零件、夹具和输出都会做出相应的修改,相关的路径会被挂起,修改需谨慎。
项目模式有两种类型:多毛坯模式和单毛坯模式。

▲图 1 项目模式
选择单毛坯模式时,会出现如图所示的工具条,不同的刀具平面只能使用相同的毛坯、零件、夹具和输出等的相关参数,实际应用中很少选用。

▲图 2 单毛坯模式
选择多毛坯模式时,会出现如图所示的工具条,可以在不同的刀具平面设置不同的毛坯、零件、夹具和输出等的参数,方便使用,默认为此方式。

▲图 3 多毛坯模式


项目模式的改变,对应的毛坯、零件、夹具和输出都会做出相应的修改,相关的路径会被挂起,修改需谨慎。
项目模式有两种类型:多毛坯模式和单毛坯模式。
▲图 1 项目模式
选择单毛坯模式时,会出现如图所示的工具条,不同的刀具平面只能使用相同的毛坯、零件、夹具和输出等的相关参数,实际应用中很少选用。
▲图 2 单毛坯模式
选择多毛坯模式时,会出现如图所示的工具条,可以在不同的刀具平面设置不同的毛坯、零件、夹具和输出等的参数,方便使用,默认为此方式。
▲图 3 多毛坯模式
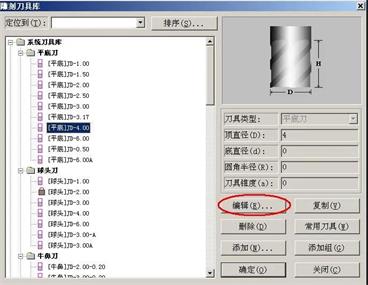
对刀具的修改包括编辑或复制现有刀具、添加新的刀具以及删除现有的刀具。注意,在刀具库中,被使用的刀具呈加锁状态,它们不能被编辑或删除。编辑刀具编辑刀具库中的刀具的过程是:1)选中需要编辑的刀具;2)点击“编辑”按钮,系统会弹出刀具对话框,如图...
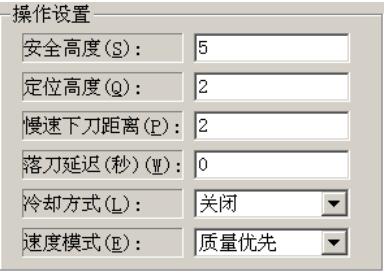
为了较好的描述加工过程中刀具在Z向的运动情况,在操作设置页面中,制定了一些参数,如图1所示。这些参数包括安全高度、定位高度、慢速下刀距离、落刀延迟和冷却方式。▲图1 操作设置页面安全高度:该参数一般为整个零件最高点之上一点的高度值。在此高度...
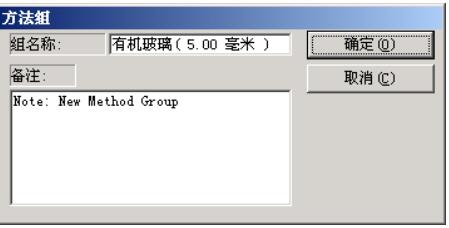
路径模板中的所有模板也可以被修改,修改的方法包括编辑现有模板、添加新模板或删除现有模板。编辑路径模板选择待编辑的路径模板组,单击“编辑”按钮,会出现方法组对话框,如图1所示。在弹出的对话框中对所选项进行编辑后,选择“确定”按钮,便完成对路径...
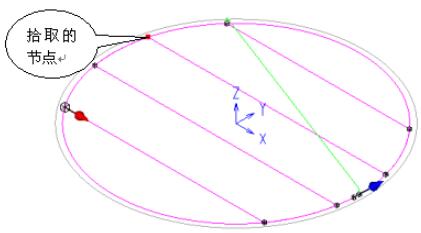
这个命令实现的功能是将路径在选择的节点处打断,一分为二。操作步骤:1)选择节点;在路径上选择一个节点,这时节点处打断命令变为可用状态。2)选择命令。选中节点以后,选择导航窗口的节点处打断命令,就可以实现该功能,也可以使用键盘的“B”键。注意...
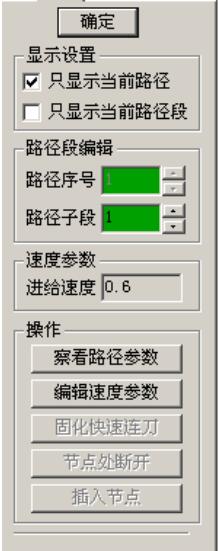
路经子段的操作对象是组成路经的一些直线段或者圆弧段。它是针对高级用户制定的功能,可以对每个子段的速度进行编辑,控制机床的加工速度,也可以将某个子段分割成任意多个子段,对每一段进行速度控制。命令讲解▲图1 导航窗口操作步骤:1)选择菜单命令;...
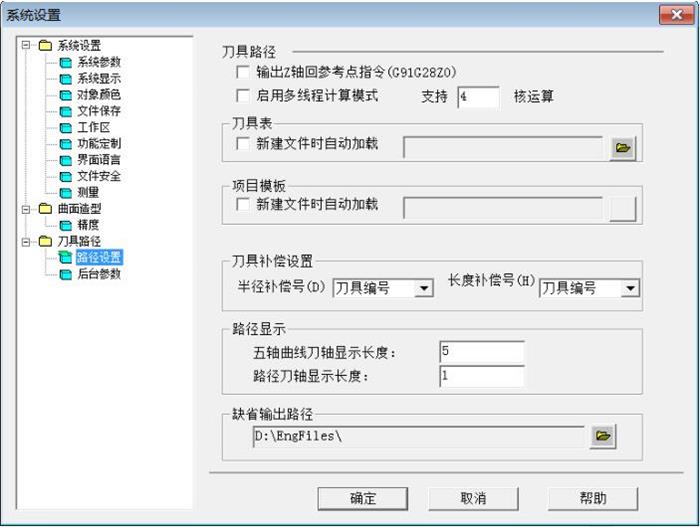
【路径设置】主要为了方便路径编程、计算、查看、输出操作,提供一些常用设置,如下图所示:▲图 1 路径设置参数说明:启用多线程计算模式:勾选该项,计算路径时可以提高多核CPU的使用率,缩短路径计算时间。输出Z轴回参考点指令(G91G28Z0)...
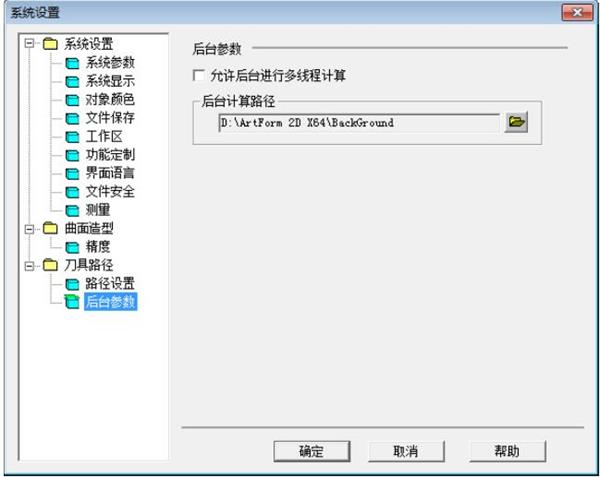
后台参数设置在系统设置里面,主要是设置是否允许软件线程计算,和设置后台路径计算的存放目录为主。▲图 1 后台参数设置界面参数说明:允许后台进行多线程计算:勾选该项,将允许路径在进行后台计算时采用多线程计算模式。可以提高计算路径的多...
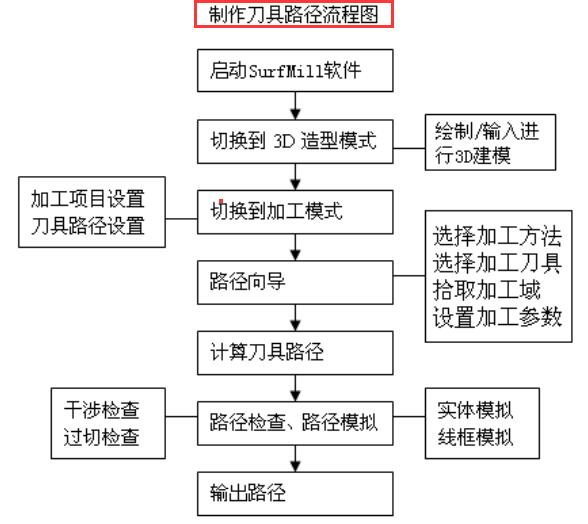
从使用精雕软件软件进行造型,到生成刀具路径,最后输出路径到机床加工,大致分为了7大步骤,如下图所示:▲图 生成刀具路径流程操作步骤:1、启动精雕软件。2、切换到3D造型模式,进行3D建模,这个过程可以是自己绘制,也可以输入第三方软件提供的数...

2025-11-08

2025-11-05

2025-11-01

2025-10-21

2025-10-19

2025-10-17

2025-10-15

2025-10-09

12188 浏览行业动态

11077 浏览常见问题

10432 浏览常见问题

10321 浏览常见问题

10104 浏览精雕图下载

10072 浏览常见问题

9979 浏览常见问题

9960 浏览常见问题

