刀具参数
刀具参数分为刀具的几何形状参数和加工控制参数。这些参数分别在刀具对话框的几何参数页面和加工参数页面中。在创建新刀具或修改某刀具时都会使用刀具对话框。
刀具的几何参数
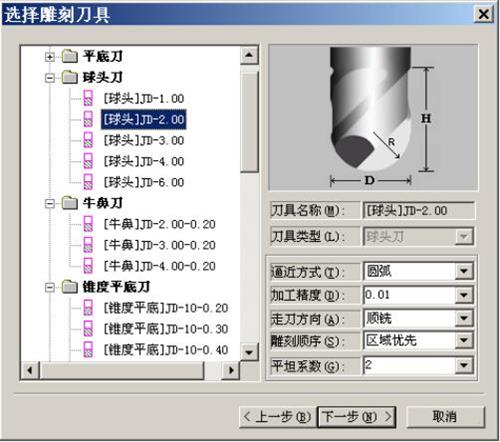
在如图1所示的几何参数页面中,用户可以修改刀具的类型和几何参数。对话框中显示的几何参数会根据刀具类型的不同而变化。刀具的名称也会根据刀具的类型和几何参数自动生成。在“备注”编辑框中,用户可以对该刀具进行一些注解说明。

▲图1 刀具对话框的几何参数页面
数控雕刻机使用的刀具类型包括柱刀、锥刀、球刀、牛鼻刀、锥球刀和各种成型刀等。不同类型的刀具具有不同的雕刻特点,适合于不同的雕刻场合。
1、平底刀
平底刀又称柱刀,主要依靠侧刃进行雕刻,底刃主要用于平面修光,如图2所示。柱刀的刀头端面较大,雕刻效率高,主要用于轮廓切割、铣平面、区域粗雕刻、曲面粗雕刻等。但是,柱刀的底刃切削能力差,在雕刻金属材料时尽量不要采用直线下刀方式,最好采用斜线下刀或螺旋下刀方式。

▲图2 平底刀
2、锥度平底刀
锥度平底刀简称锥刀,在整个雕刻行业的应用范围最广,这是雕刻行业的特点决定的。雕刻行业以精细加工为主,这就需要比较细小的刀具同时具有一定的强度。锥刀正好迎合了雕刻行业的这种需求。锥刀的底刃,俗称刀尖,它类似于柱刀,可以用于小平面的修光。锥刀的侧刃倾斜一定的角度,在雕刻过程中形成倾斜的侧面。锥刀的几何特点决定它可以实现雕刻行业特有的三维清角效果。锥刀主要用于单线雕刻、区域粗雕刻、区域精雕刻、三维清角、投影雕刻、图像灰度雕刻等。锥度刀的外形如图3所示。

▲图3 锥度刀
3、球头刀
球刀的切削刃呈圆弧状,雕刻过程中受力均匀,切削平稳。球刀的刀刃在雕刻过程中形成一个半球体,带有一定的弧度,所以特别适合于曲面雕刻,常用于曲面半精雕刻和曲面精雕刻。球刀不适合于铣平面。球刀的外形如图4所示。

▲图4 球头刀
4、牛鼻刀
牛鼻刀是柱刀和球刀的混合体,它一方面具有球刀的特点可以雕刻曲面,另一方面具有柱刀的特点可以用于铣平面。牛鼻刀的外形如图5所示。

▲图5 牛鼻刀
5、锥度球头刀
锥度球头刀简称锥球刀,是锥刀和球刀的混合体,它一方面具有锥刀的特点,具有很小的刀尖,另一方面又有球刀的特点,可以雕刻比较精细的曲面。锥球刀常用于浮雕曲面雕刻、投影雕刻、图像浮雕雕刻等,其外形如图6所示。

▲图6 锥球刀
6、锥度牛鼻刀
锥度牛鼻刀是锥刀和牛鼻刀的混合体,它一方面具有锥刀的特点,可以具有较小的刀尖,雕铣比较精细的曲面,另一方面又有牛鼻刀的特点,所以锥度牛鼻刀常用于浮雕曲面雕刻,其外形如图7所示。

▲图7 锥度牛鼻刀
刀具的加工参数
切换到“加工参数”页面中,如图2-9所示。在该页面中,用户可以指定该刀具的材料类型,并根据加工工件材料的类型设定加工的一些系数和进给量。单击“自动计算”按钮,可以计算出加工速度参数。用户可以根据计算值和经验适当调整加工速度、冷却方式等。若此处未指定材料的类型,用户可以单击“加工材料”按钮,由弹出的材料库对话框中选择一种材料。这里设定的加工参数,将作为该刀具的缺省加工工艺参数出现在选择该刀具加工的运动工艺参数中。下面具体介绍各参数的意义。

▲图8 刀具参数对话框的加工参数页面
刀具材料:
刀具的材料构成。加工不同材料的产品应当使用不同材料的刀具。刀具材料不同,加工性能也有较大的差异。
切削速度系数:
对切削速度进行修正。一般而言,加工能力强的刀具切削速度系数较大。一般的刀具都取1.0。
进给量系数:
对进给速度进行修正。和切削速度系数一样,加工能力强的刀具进给量系数较大。一般的刀具都取1.0。
刀具齿数:
也叫刀具的刀刃数目。刀具齿数越多,进给速度就可以越大。
每齿每转进给量:
由材料的每齿每转进给量、刀具形状和刀具的进给量系数共同影响决定。
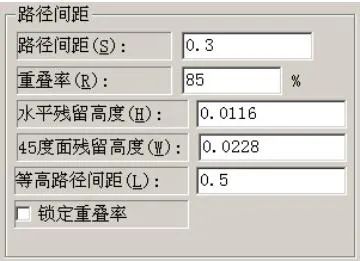
侧向进给量:
该值决定单边切削时的路径间距。该值由材料属性和刀具直径共同决定。
深度进给量:
一般指粗加工时的切削深度。
开槽深度进给量:
开槽双边切时的切削深度。该值由刀具直径和材料属性决定。
加工材料:
用户可以单击“加工材料”按钮,从材料库中选择加工的毛坯材料。加工材料和刀具共同决定了切削用量。
主轴转速:
加工时刀具的旋转速度。该值由切削线速度和刀具直径决定。
切割速度:
单边切割时的走刀速度。该值由主轴转速、刀齿数目和每齿每转进给量决定。
下刀速度:
指慢速下刀范围内的走刀速度。
进刀速度:
指轮廓切割或单线加工时切入切出路径上的走刀速度。
开槽速度:
开槽双边切时的走刀速度。
冷却方式:
用户可以选择水冷却、油冷却或风冷却。
落刀延时:
下刀后刀具停留该值设置的时间,之后再接着加工,主要是为了保护刀具。
慢速下刀距离:
在靠近毛坯面时,应当降低落刀的速度。该距离值决定了从何处以较低的速度靠近零件。
自动计算:
单击该按钮,系统会根据用户所选的刀具和材料计算进给量和加工速度组合框中的参数。用户可以对计算后的值根据需要进行适当调整。