



相关文章
修改刀具组
对刀具组的修改包括编辑现有刀具组、添加新的刀具组和删除现有刀具组三个功能!编辑刀具组编辑刀具库中的刀具组的过程是:1)选中需要编辑的刀具组;2)点击“编辑”按钮,系统会弹出刀具组对话框;3)修改刀具组的名称或备注信息,点击“确定”退出。图1...
材料库的修改与编辑
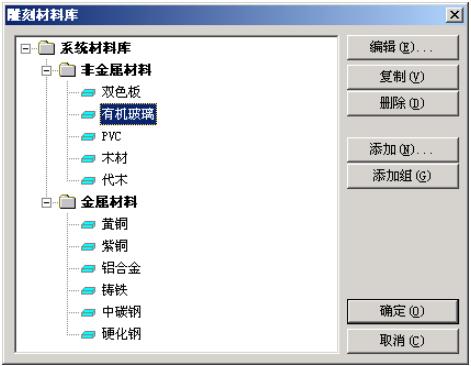
一般情况下,加工材料应当从材料库中选择。在材料对话框的基本属性页面中,单击“材料库”按钮,会弹出材料库对话框。此时,程序会访问JDPaint安装目录中,Tool目录下的Material.mst文件,获取材料。如果该文件不存在,系统将创建缺省...
轮廓切割
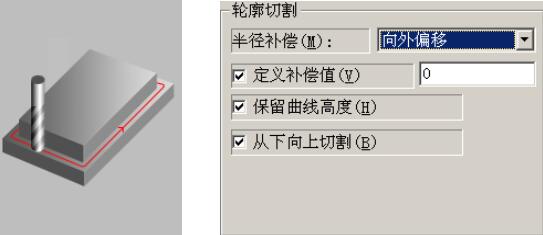
轮廓切割的图形或文字必须是严格的轮廓曲线组,所有的曲线满足封闭、不自交、不重叠三个条件。轮廓切割的雕刻加工参数如图1所示,包括半径补偿、定义补偿值两个。▲图1 轮廓切割参数半径补偿含义和单线加工的半径补偿一样,补偿方式有关闭、向外偏移和向内...
成组平面精加工
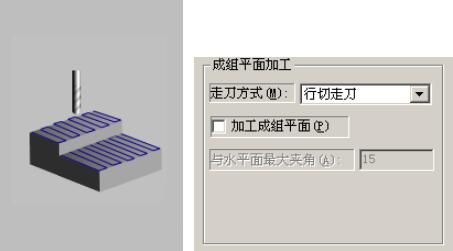
当模型凸凹处较明显,侧壁接近竖直壁,底面接近平面时,成组平面精加工就特别适合于对底面的加工。由于被加工面接近于水平面,可以方便的将平面加工的方法引入到模型底面的加工。在加工过程中,成组的水平面可以统一的生成路径;又能够相对独立的生成路径。该...
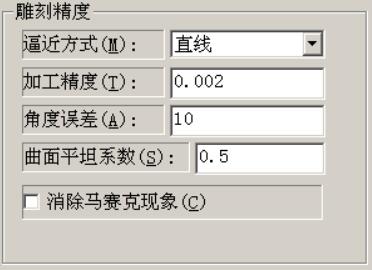
雕刻精度
雕刻精度设置包括逼近方式、弦高误差、角度误差和曲面平坦系数四个参数,如图1所示。▲图1 雕刻精度逼近方式:路径的逼近方式一般包括两种,分别为“圆弧逼近方式”和“直线逼近方式”。刀具在雕刻过程中只能走直线段或圆弧(即直线逼近和圆弧逼近)。如果...
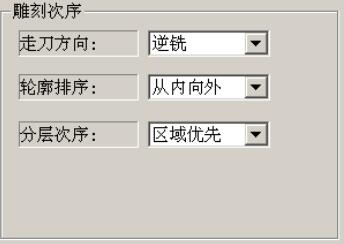
雕刻次序
雕刻次序包括刀具的走刀方向、加工时的分层次序和路径中的轮廓排序,如图1所示。▲图1 雕刻次序走刀方向:在铣削加工中,存在一个加工方向问题,即顺铣和逆铣。对于正螺纹的刀具(主轴正转),当刀具旋转的切削线速度方向与走刀方向一致时,产生顺铣,否则...
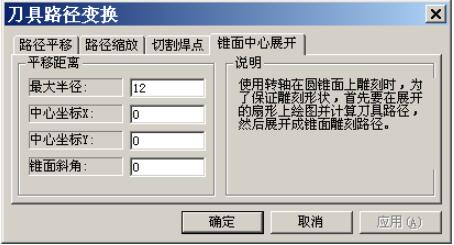
锥面中心展开操作
锥面中心展开主要用于将扇形刀具路径展开成圆锥面上雕刻的路径。▲图1 锥面中心展开在圆锥面的垂直方向上雕刻必须采用转轴雕刻。因为锥角的存在,采用常规的转轴加工方法可能造成实际的加工形状发生变形。为了保证原始图形的真实性,图形设计和加工的方式要...
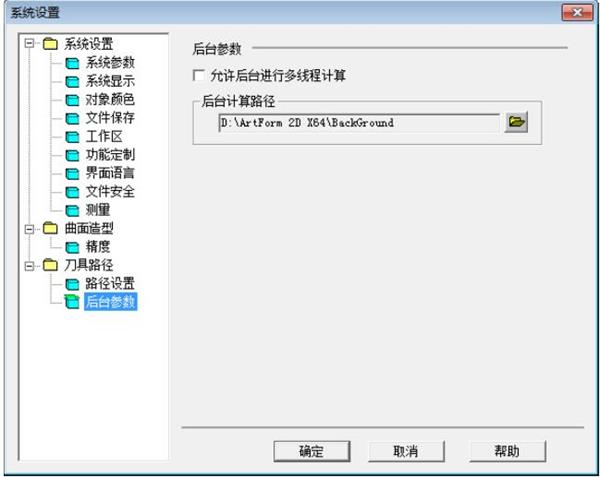
后台参数设置
后台参数设置在系统设置里面,主要是设置是否允许软件线程计算,和设置后台路径计算的存放目录为主。▲图 1 后台参数设置界面参数说明:允许后台进行多线程计算:勾选该项,将允许路径在进行后台计算时采用多线程计算模式。可以提高计算路径的多...

















