曲面进退刀方式
曲面进刀方式用于控制刀具在切削路径之前的运动。

▲图 1 曲面进刀方式
参数说明:
进刀方式:
包括关闭、切向进刀和沿边界连刀三种方式。
关闭:不生成进退刀路径。
切向:生成与切削路径圆弧相切的进退刀路径。
沿边界连刀:路径边界的连刀路径沿加工轮廓线连接。
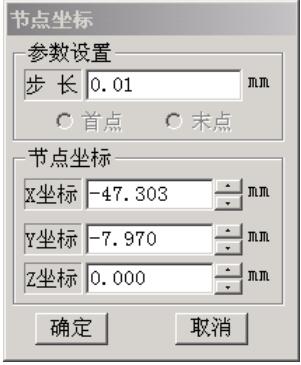
圆弧半径:
使用切向方式时可以设置该参数,用于控制圆弧的半径。
圆弧角度:
使用切向方式时可以设置该参数,用于控制圆弧的角度。
直线延伸长度:
控制进退刀路径的直线延伸长度,改善边界位置的加工效果。

▲图 2 直线延伸长度
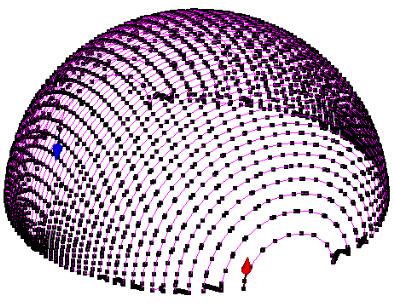
封闭路径螺旋连刀:
选择该选项,封闭路径之间将以螺旋的方式进行连接,提高机床加工平稳性,减少进退刀痕迹;不选该选项,将生成圆弧进退刀路径。

▲图 3 螺旋连刀与圆弧连刀
仅起末点进退刀:
选择该选项仅在路径的起末点生成圆弧进退刀路径。
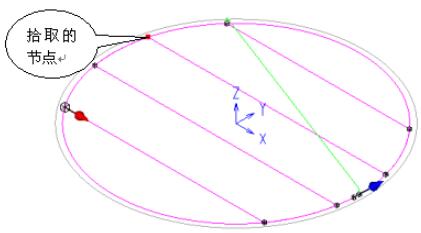
按照行号连刀:
选择该选项,平行加工过程中遇到障碍时,使用定位路径连刀继续加工;不选该选项将按照最近距离进行连刀。

▲图 4 按照行号连刀
最大连刀距离:
相邻路径点距离小于该参数值时,使用连刀路径连接;大于该参数值时,使用定位路径连接。
删除短路径:
该参数用于删除边界位置由于保护面或轮廓线等裁剪生成的短路径,一般不宜设置过大。