平面进退刀方式
平面进退刀方式用于控制 2.5 轴加工组中刀具在切削路径前后的运动方式,主要包括:关闭、直线连接、直线相切、圆弧相切、圆弧内切、沿轮廓六种进退刀方式。

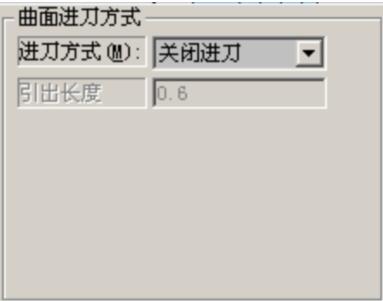
▲图 1 进退刀设置
参数说明:
进刀方式:
关闭:不生成进刀路径,用于一些对侧面要求不高但讲究效率的加工中。
直线连接:生成直线进刀路径,用于一些复杂图案、文字的切割中。
直线相切:生成与切削路径相切的直线路径,主要用于一些规则的外轮廓加工中。
圆弧相切:生成与切削路径相切的圆弧进刀路径,可以用于比较规则的轮廓加工。
圆弧内切:生成与切削路径内切的圆弧路径,主要用于外轮廓加工,方便排版、节省原材料。
沿轮廓:生成沿轮廓进刀路径,主要用于对侧面质量要求不高的加工中,方便排版、节省材料。

▲图 2 进刀方式
直线长度:
使用直线连接或直线相切方式时可以设置该参数,用于控制进刀路径的长度。

▲图 3 直线长度
直线高度:
使用直线连接或直线相切方式时可以设置该参数,用于控制进刀路径的高度。

▲图 4 直线高度
圆弧角度:
使用圆弧相切或圆弧内切方式时可以设置该参数,用于控制圆弧的角度。

▲图 5 圆弧角度
圆弧半径:
使用圆弧相切或圆弧内切方式时可以设置该参数,用于控制圆弧的半径。

▲图 6 圆弧半径
外切直线引入:
使用圆弧相切方式时可以设置该参数,用于控制外切直线的长度。
内切圆弧引入:
使用圆弧内切方式时可以设置该参数,用于控制内切圆弧的半径和角度。
总高度:
使用圆弧相切或圆弧内切方式时可以设置该参数,用于控制圆弧的高度。

▲图 6 总高度
轮廓长度:
使用沿轮廓方式时可以设置该参数,用于控制沿轮廓进刀的长度。

▲图 7 轮廓长度
计算失败时:
如果进刀路径和轮廓边界相交,系统认为进刀路径计算失败。一旦遇到这种情况,用户可以设置以下方式处理:
1、忽略进刀:不生成进刀路径。
2、使用直线连接:使用直线连接方式生成进刀路径。
3、缩短进刀长度:缩短进刀路径长度。
进刀位置:
包括自动查找、轮廓起点、左下角、左上角、右下角、右上角和指定点七种方式。
说明:
1、当加工方法是轮廓切割或区域修边时,用户可以通过在加工域中选择一个点,并在进刀方式中设置进刀位置为自动查找,这样轮廓切割
路径将在该点位置或该点在轮廓线上的投影位置开始加工。
2、选择指定点方式时,用户可以指定参考点坐标,在用户指定的参考点位置进刀。
3、圆弧内切方式使用在指定点的进刀时,指定点位置必须在圆弧线段上。
平面退刀主要参数说明:
退刀方式:
与进刀方式相同:退刀方式默认为与进刀方式相同,如需单独设置,取消勾选“与进刀方式相同”选项即可自定义退刀方式。该功能应用在单线切割、轮廓切割、区域修边功能中。自定义退刀方式中的参数设置参考进刀方式参数设置。
重复加工长度:
设定进刀位置和退刀位置之间重复加工路径的长度。设置该参数,可以减轻进退刀痕迹。

▲图 8 重复加工长度
退刀位置:
取消勾选“与进刀方式相同”选项时,出现退刀位置选项。有两种方式退刀:自动查找和指定点。选择指定点方式时,用户可以指定参考点坐标,在用户指定的参考点位置退刀。
圆弧内切需要注意的是:
1、圆弧半径:是指生成进刀路径的圆弧半径,该参数决定能否生成圆弧内切的进刀路径,如果设定值太小,不能生成内切进刀路径,生成圆弧外切进刀路径。
圆弧半径满足条件:圆弧半径>图形的圆弧半径+刀具半径+侧边余量
2、圆弧角度:该参数控制生成的内切圆弧路径的角度。当圆弧角度过大,生成的路径可能发生过切,系统就不能生成圆弧内切进刀路径,生成圆弧外切路径。
3、进刀位置:圆弧内切进刀方式需要自定义指定进刀位置,该位置必须指定在曲线的圆弧段上,否则也不能生成圆弧内切进刀路径,生成圆弧外切路径。