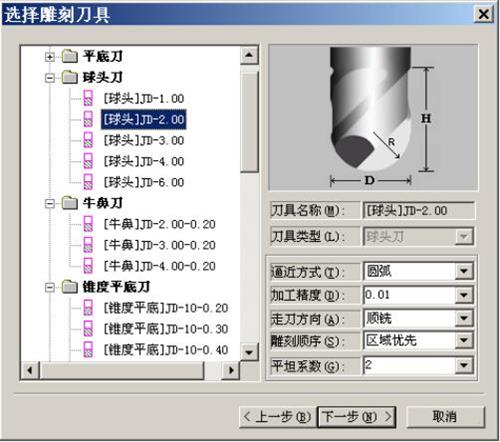
雕刻次序
雕刻次序包括刀具的走刀方向、加工时的分层次序和路径中的轮廓排序,如图1所示。

▲图1 雕刻次序
走刀方向:
在铣削加工中,存在一个加工方向问题,即顺铣和逆铣。对于正螺纹的刀具(主轴正转),当刀具旋转的切削线速度方向与走刀方向一致时,产生顺铣,否则,产生逆铣,如图2所示。
判断正铣、逆铣的方法很简单,就是看切削刃是迎着走刀方向切削还是背对走刀方向切削。迎着切削的是逆铣,背对走刀方向切削的是顺铣。但加工方向又很难判断。因为它受刀刃的螺旋方向、主轴转向、走刀方向以及加工面的凸凹性影响。在同一条刀具路径中就可能同时存在顺铣和逆铣,譬如往复折线走刀。

▲图2 走刀方向
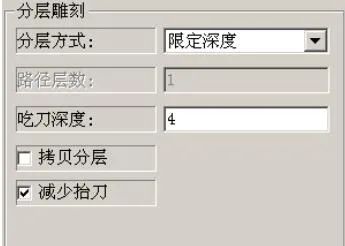
分层次序:
分层雕刻时,如果有几个独立的区域,我们可以选择两种雕刻方式,即高度优先和区域优先。使用“高度优先”功能雕刻时,总是先加工完所有区域的第一层,再去加工所有区域的第二层,直到最后一层;使用“区域优先”功能雕刻时,总是先一层一层地加工完一个区域,再去加工另一个区域,直到最后一个区域,如图3所示。

▲图3 分层次序
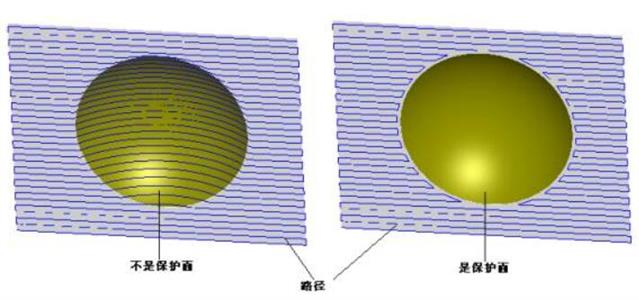
轮廓排序:
当区域内部包含小区域,即出现区域嵌套时,有三种次序加工嵌套区域,即从内向外、从外向内或最短距离。采用从内向外雕刻次序时,先雕刻最里面的区域,然后逐步向外雕刻;采用从外向内雕刻次序时,先雕刻最外面的区域,然后逐步向里雕刻;采用最短距离的雕刻次序时,刀具路径总是按照最短距离雕刻轮廓,保证刀具在区域之间的移动距离最短。
轮廓排序适用于轮廓切割和区域雕刻。图4是三种轮廓排序的示意图,其中数字表示雕刻的先后次序。

▲图4 轮廓排序