沿轮廓下刀
在使用开槽加工、轮廓切割加工、加工小区域时,可以采用沿轮廓下刀方式。另外,在有机玻璃切割时也可以用轮廓下刀方式来避免材料飞崩。

▲图 1 沿轮廓下刀
参数说明:
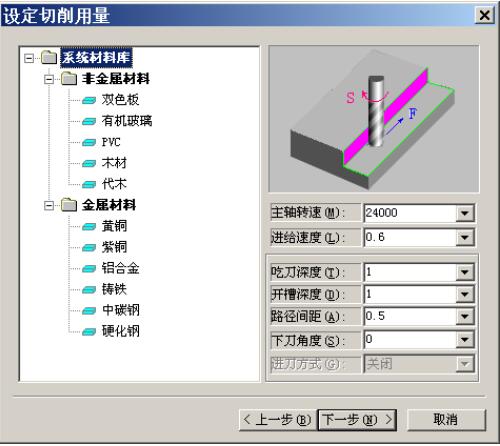
下刀角度:
下刀角度指斜线与水平面之间的夹角,一般在 0.5 - 5 度之间,材料越硬,下刀角度应越小。但使用轮廓下刀方式切割有机玻璃的下刀角度一般在 40~50 度之间。

▲图 2 下刀角度
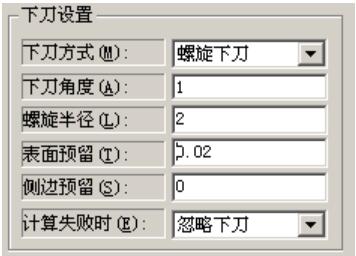
表面预留:
下刀时顶部的预留量,指下刀路径超出材料表面的高度。增加表面预留可以提高下刀的安全性,一般不超过 0.1。
每层最大深度:
下刀路径相邻两层的距离。设置该参数可以防止下刀角度大时,下刀路径吃刀深度过大损伤刀具。
说明:
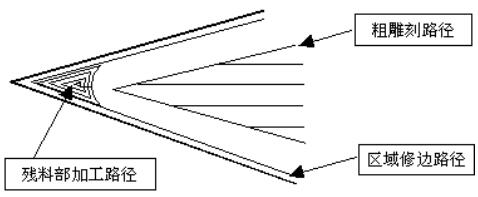
1、沿轮廓下刀不受图形的限制,总能生成下刀路径,是雕刻加工中常用的下刀方式,一般和开槽加工混合使用。
2、当依据下刀角度生成的下刀路径每层切削深度比设定的每层最大深度值大时,自动依据设定的【每层最大深度】参数自动调整下刀路径。