2.5轴加工组
用于加 2.5 轴加工组的雕刻方法有钻孔、扩孔、铣螺纹加工、单线切割、单线摆槽、轮廓切割、区域加工、残料补加工、区域修边和三维清角共 10 种。

▲图 加工方法
钻孔:
加工通孔、盲孔、定位孔、下刀孔等。
扩孔:
扩孔加工,也用于高速加工大直径通孔。
用于 3 轴精雕机上用螺纹铣刀加工产品的内外螺纹。
单线切割:
用于加工各种形式的曲线,加工的图形可以不封闭、可以自交。
单线摆槽:
生成沿曲线类似摆线式加工的路径,适合硬质材料沟槽加工。
轮廓切割:
图形必须是严格的轮廓曲线组,所有的曲线满足封闭、不自交、不重叠三个条件。
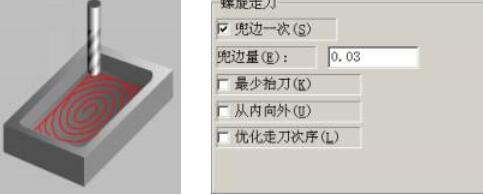
区域加工:
区域加工的图案可以是任何轮廓曲线图形或文字,但是这些图形必须满足封闭、不自交、不重叠的原则,否则生成的路径可能会出现偏差。
可以根据上把刀具和当前刀具的大小关系自动计算出残料位置,生成清除残料的路径。
区域修边:
区域加工后侧壁可能有毛刺、加工效果不好,为了获得良好的边界效果和尺寸精度,一般在区域加工之后使用区域修边。
三维清角:
是一种特殊的加工方式,它利用锥刀的几何特征最大限度的去除区域内部需要加工的材料,保证清晰的区域形状。