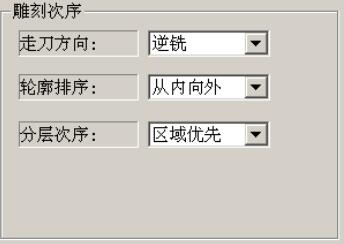
残料补加工
在雕刻复杂区域的过程中,为了提高雕刻效率,通常需要用大直径刀具完成粗雕刻。但是大直径刀具会在内角位置留下很大的残留量。
有些窄小的区域,刀具也无法雕刻。在精雕刻过程中,残料补加工功能可以根据粗雕刻刀具和精雕刻刀具的大小关系自动计算出残料位置,生成清除残料的补加工路径,如图1所示。

▲图1 大刀加工留下残料
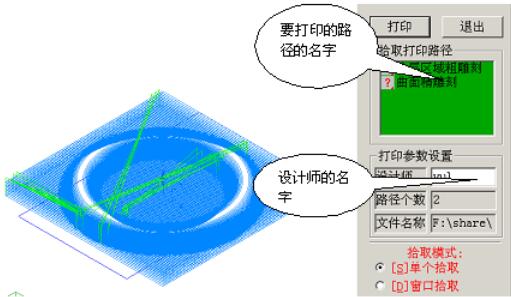
残料补加工的雕刻参数有残料定义方式、上把刀具、上把刀具直径、上次吃刀深度、上次侧边余量和上次底面余量,如图2所示。

▲图2 残料补加工参数
残料定义方式:
残料有三种定义方式包括:
1、指定上次路径,点击这个选项,系统会让用户从雕刻路径中寻找上次加工的路径,然后从这个路径中得到下面五个参数;
2、设定刀具直径,系统认为上把刀具的类型与当前刀具相同。该加工方法主要使用平底刀和锥刀。刀具直径指刀具的底直径,系统根据直径差计算残料;
3、指定上把刀具,不要求刀具类型相同,需要用户从刀具库中指定上把刀具。系统由两把刀具就可以计算出残料加工的区域。
上把刀具:
当残料定义方式为指定上把刀具时,该参数项可用。点击“上把刀具”按钮,可以从刀具库中选择上次粗加工时使用的刀具。
上把刀具直径:
仅仅在使用设定刀具直径的方式下有效,指上一次区域加工时使用的刀具直径,主要用于平底刀和锥刀;
上次吃刀深度:
上一次区域加工时的吃刀深度,它会影响残料的计算;
上次侧边余量:
上一次区域加工时设置的侧边余量,它会影响残料的计算;
上次底面余量:
上一次区域加工时设置的底面余量,它会影响残料的计算;