路径文件格式
输出格式包括控制软件的版本、输出二维路径、输出次序和曲线输出误差等参数。
控制软件版本:
JDPaint V5.0可以输出三种ENG版本,分别是EN3D 4.x、EN3D 5.x和EN3D 5.02三种格式。它们的区别如下:

▲图1 控制软件版本
高版本的设计文件可以输出低版本的加工文件,但低版本的设计软件不能输出高版本的加工文件,其中EN3D 5.0的输出格式对应于EN3D 7.0的控制系统,如果不是EN3D 7.0的控制系统,不要输出EN3D 5.02格式的文件。
输出次序:
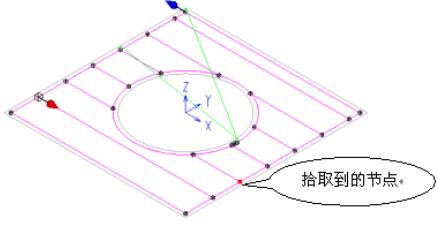
只有在使用刀具出现交叉的情况下有效。如果同一把刀具不能连续使用,我们称出现刀具交叉使用现象,如图2所示。

▲图2 刀具使用出现交叉
出现交叉现象后,系统允许用户按照生成路径的先后次序输出刀具路径(上图结果为1、2、3),也允许用户按照刀具的使用次序输出刀具路径(上图结果为1、3、2)。
输出二维路径:
输出二维路径是一个复选框。选中该复选框,就将路径转换成二维输出。一般而言,生成的刀具路径都是三维路径,也就是说路径都有雕刻深度。把三维路径变为二维路径之后,雕刻深度就不存在了。如果路径是分层加工的,则在输出二维路径后,这些路径将叠在一起。
除了个别的铣面、单层雕刻和切割路径外,一般情况下都不要把三维路径转化为二维路径。特别是采用了分层加工、三维清角、分层开槽等功能生成的刀具路径千万不要转化为二维路径。
曲线输出误差:
设计软件的刀具路径用多种曲线形式表示,包括直线、圆弧、螺旋线、样条等。当刀具路径里面含有控制软件不能识别的路径段时,在输出的过程中,需要将这些路径段离散成直线段或者圆弧段输出。在离散的过程中,用这个参数控制离散精度。