加工次序
在加工次序中用户可以设置铣削方向、轮廓排序、分层次序和层间干涉距离。

▲图 1 加工次序
参数说明:
铣削方向:
铣削方向是指刀具的旋转方向与刀具相对工件的运动方向,有顺铣和逆铣两种方式。沿着切削方向,刀具在切削轮廓的左侧称为顺铣;刀具在切削轮廓的右侧称为逆铣。

▲图 2 铣削方向
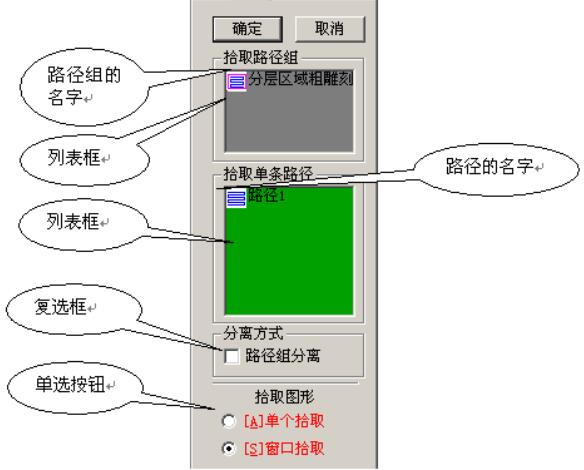
轮廓排序:
轮廓排序用于安排加工区域进入被加工阶段的顺序。三轴加工的轮廓排序方式有 9 种,分别是最短距离、从内向外、从外向内、面积从小到大、选择次序、X 优先(往复)、Y 优先(往复)、X 优先(单向)和 Y优先(单向)。
最短距离:选择该方式,将从第一加工轮廓开始,按照最短距离依次加工。
从内向外:选择该方式,先加工最里面的轮廓,然后逐步向外加工。
从外向内:选择该方式,先加工最外面的轮廓,然后逐步向内加工。
面积从小到大:选择该方式,按照轮廓区域的面积从小到大顺序加工。
选择次序:选择该方式,将按照用户选择轮廓顺序来安排加工次序。

▲图 3 轮廓排序
当加工图形较多或加工阵列图形时,可以按照 X 优先(往复)、Y 优先(往复)、X 优先(单向)、Y 优先(单向)来优化加工顺序。
分层次序:
分层加工时,对于不同的切削层,可以安排不同的优先级别的切削顺序,分为区域优先和高度优先两种。
区域优先:先对同一切削区域的切削层进行加工,之后转向下一切削区域进行加工。
高度优先:先对同一切削层上的切削区域进行加工,之后转向下一切削层进行加工。

▲图 4 分层次序
高度优先有利于减小薄壁工件加工时的变形,而区域优先次序有利于缩短辅助路径长度,提高加工效率 。
层间干涉距离:
残料补加工、等高外形和角度分区精加工时,用户可以设置该参数,检查同一高度上相邻两区域加工时,刀具是否干涉。该参数默认值为0.50*tldi(刀具顶直径),当两区域距离小于该参数值时,将按照高度优先次序加工,防止发生干涉。
说明:
1、逆铣时,切削由薄变厚,刀齿从已加工表面切入,对铣刀的使用有利,逆铣时,当铣刀刀齿接触工件后不能马上切入金属层,而是在工件表面滑动一小段距离,由于强烈的摩擦,就会产生大量的热量,同时在待加工表面易形成硬化层,降低了刀具的耐用度,影响工件表面光洁度,给切削带来不利。
另外,逆铣时刀齿由下往上(或由内向外)切削,在切削面上有硬质层,积渣,工件表面凹凸不平较显著时,如加工锻造毛坯,应采用逆铣法。
2、顺铣时,刀齿开始和工件接触时切削厚度最大,且从表面硬质层开始切入,刀齿受很大的冲击负荷,铣刀变钝较快,但刀齿切入过程中没有滑移现象。顺铣的功率消耗要比逆铣时小,在同等切削条件下,顺铣功率消耗要低 5%~15%,同时顺铣也更加有利于排屑。
一般应尽量采用顺铣法加工,以提高被加工零件表面的光洁度(降低粗糙度),保证尺寸精度。