镶嵌加工预处理
在镶嵌切割加工中,对于不光滑的图形如果不作处理,将导致凸凹切块发生干涉,导致镶嵌失败,如图1所示。



▲图1 镶嵌发生干涉
镶嵌加工预处理可以将不光滑图形整体倒角,保证凸凹切块的顺利镶嵌。镶嵌处理的参数如图2所示。

▲图2 镶嵌加工预处理
倒角半径
倒角半径必须等于或略大于刀具半径。
镶嵌间隙
镶嵌块之间的间隙,一般等于0。


在镶嵌切割加工中,对于不光滑的图形如果不作处理,将导致凸凹切块发生干涉,导致镶嵌失败,如图1所示。
▲图1 镶嵌发生干涉
镶嵌加工预处理可以将不光滑图形整体倒角,保证凸凹切块的顺利镶嵌。镶嵌处理的参数如图2所示。
▲图2 镶嵌加工预处理
倒角半径
倒角半径必须等于或略大于刀具半径。
镶嵌间隙
镶嵌块之间的间隙,一般等于0。
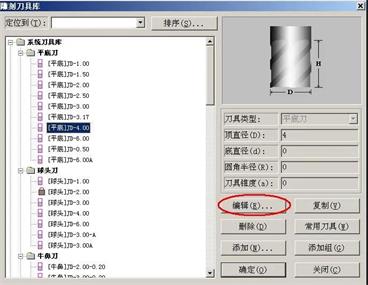
对刀具的修改包括编辑或复制现有刀具、添加新的刀具以及删除现有的刀具。注意,在刀具库中,被使用的刀具呈加锁状态,它们不能被编辑或删除。编辑刀具编辑刀具库中的刀具的过程是:1)选中需要编辑的刀具;2)点击“编辑”按钮,系统会弹出刀具对话框,如图...
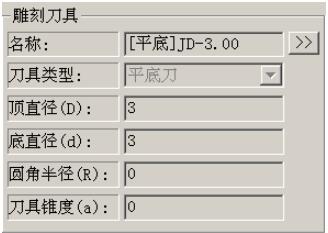
在计算路径的时候,刀具的几何形状对路径有很大的影响,这些几何信息如图1所示。▲图1 刀具的几何信息名称:显示当前加工使用刀具的名称。点击名称后面的按钮,系统会弹出系统的雕刻刀具库。刀具的类型:当前使用刀具的类型。顶直径:刀具的刀头部分的最大...
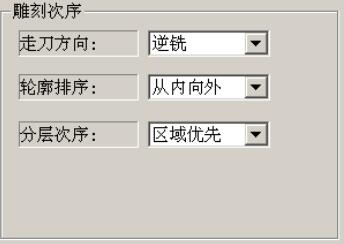
雕刻次序包括刀具的走刀方向、加工时的分层次序和路径中的轮廓排序,如图1所示。▲图1 雕刻次序走刀方向:在铣削加工中,存在一个加工方向问题,即顺铣和逆铣。对于正螺纹的刀具(主轴正转),当刀具旋转的切削线速度方向与走刀方向一致时,产生顺铣,否则...
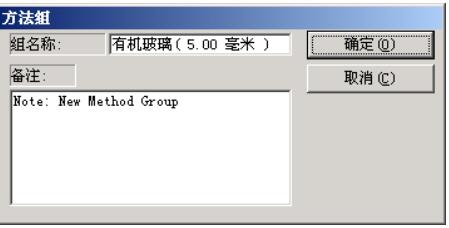
路径模板中的所有模板也可以被修改,修改的方法包括编辑现有模板、添加新模板或删除现有模板。编辑路径模板选择待编辑的路径模板组,单击“编辑”按钮,会出现方法组对话框,如图1所示。在弹出的对话框中对所选项进行编辑后,选择“确定”按钮,便完成对路径...
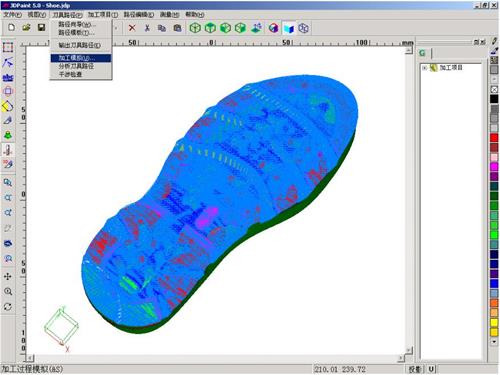
在用生成的路径驱动机床加工前,通常都需要先对路径进行加工模拟和校验。在确定路径正确、工艺规划合理后,才能用于加工。加工模拟和校验在整个加工过程中非常重要。它可以帮助我们提前发现错误、纠正错误,避免在加工过程中造成不必要的损失。JDPaint...
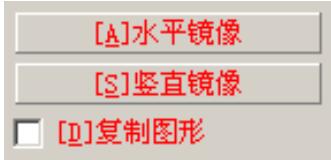
对选择的路径以某一条直线为对称轴,进行对称映像或对称拷贝。镜像变换的导航工具栏选项如图1所示。▲图1 镜像变换导航工具栏选项参数定义:水平镜像:对路径在水平方向上进行镜像。竖直镜像:对路径在竖直方向上进行镜像。复制图形:选择此选项为镜像拷贝...
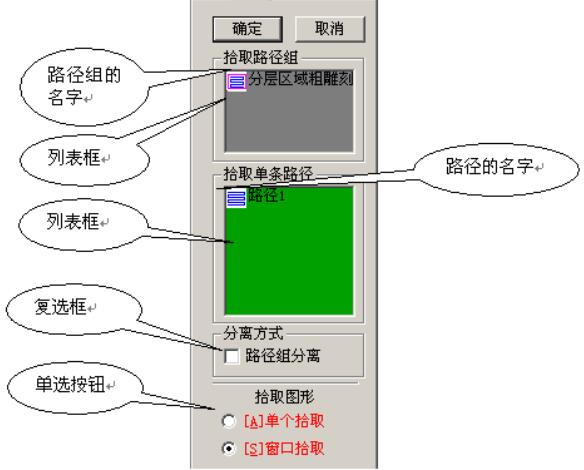
路径反向是对刀具路径组中单条或者多条路径的走向进行反向,以实现加工中顺逆铣的互换。▲图1 路径分离、反向和删除的导航窗口操作步骤:1)选择菜单命令选择界面的“路径编辑”>>“路径反向”命令,操作界面的右边会弹出如图1所示的导航窗...
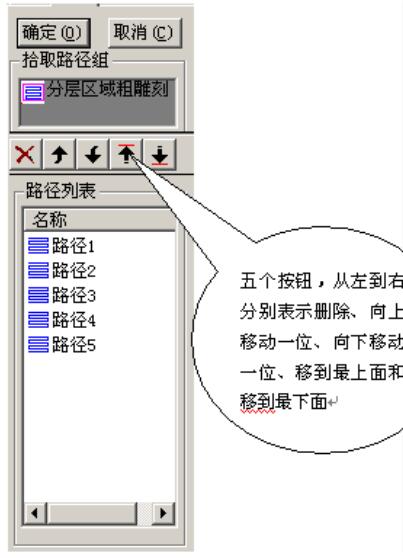
路径排序功能可以更改路径组中路径的加工顺序。▲图1 排序前▲图2 排序后操作步骤:1)选择菜单命令选择界面的“路径编辑”>>“路径排序”命令,操作界面的右边会弹出如图1所示的导航窗口。该导航窗口的第一行是五个按钮,从左到右分别表...

2025-11-08

2025-11-05

2025-11-01

2025-10-21

2025-10-19

2025-10-17

2025-10-15

2025-10-09

12188 浏览行业动态

11077 浏览常见问题

10432 浏览常见问题

10321 浏览常见问题

10104 浏览精雕图下载

10072 浏览常见问题

9979 浏览常见问题

9960 浏览常见问题

