刀成型及波浪板
该功能是对刀具加工效果的直观模拟。刀成型,相对于之前的模型设计方式,这是对新设计方式的尝试,以成型刀作为直接的造型手段,模型设计完成加工路径也同步生成,是以缩短加工时间为最终目的;波浪板,是针对加工室内装饰建材行业所用波浪板而开发的新功能,刀具沿着绘制的波浪纹理曲线运动,通过调整相关参数让刀具路径在高度上产生规律的波浪形的变化。
该命令的含义是运用自定义的可磨制的成型刀和常用的普通刀具为造型工具,模拟出造型效果,当所得造型满足要求后就可以生成加工路径。
运用该命令实现过程:通过绘制 2D/3D 的造型线,让所选择的刀具(笔刷)沿着造型线雕刻。首先,根据图片绘制造型线(如图 1),按照需要尺寸建立矩形网格模型。

▲图 1
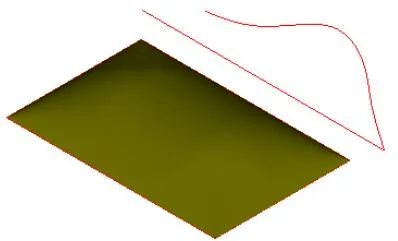
由于模拟的刀具真实加工造型效果,所以模型是在零平面下进行操作的,模型高度为负 5,如图 2 所示。

▲图 2

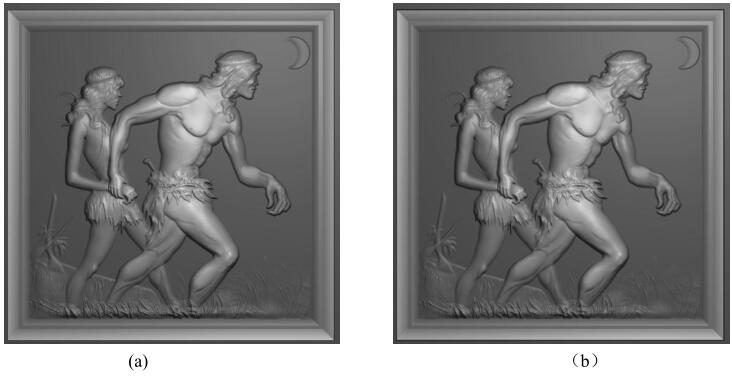
▲图 3 模拟效果
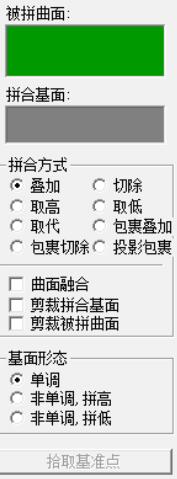
点击运行刀成型及波浪板命令,在右边导航栏里显示该命令的可供灵活调控的参数,如图 4 所示,接下来对导航栏里的各选项参数逐一介绍:

▲图 4 刀成型及波浪板对话框
1、刷子形状对应刀具:
圆柱----------平底刀
锥体/锥台-----锥度平底刀
半球/半椭球---球头刀,选择该项需要修改其 X、Y 直径到一致,结合实际高度应该为直径的一半。
成型刀 -------可以导入自定义好的成型刀的刀具文件作为笔刷进行造型在刷子形状这一栏下,根据选择的刷子形状显示可供调整的三个参数,选择的刀具不同,相应的参数也不同,参数的修改和调整都是和实际的刀具参数对应的。例如选择“半球/半椭球”,那么输入的参数就是球头刀的直径和刃长。
2、生成刀路、反向回刀
当勾选“生成刀路”选项时,我们在模型上仿真的刀造型效果就会生成相应的刀具路径。
当勾选“反向回刀”选项时,在原有路径基础上生成一个相反方向的走刀路径。
3、分层深度
其缺省参数设置是 5mm,表示生成的刀具路径每 5 mm 为一层。如果路径雕刻总深度不足5mm,那么生成的路径就不分层,反之则自动计算所分层数。
在实际运用中,可以根据当前的加工工艺要求,对分层深度进行适当的修改,分层深度可输入的参数范围 0.02-20mm,超过该范围则视分层无效。

▲图 5
如图5,当选择笔画类型为中粗(均匀),高度变化为-12,分层深度为缺省参数设置是 5,程序通过计算,把该路径等分为 3 层!

▲图 6
如图6,当选择笔画类型为中粗(均匀),高度变化为-12,分层深度为缺省参数设置是 14,程序通过计算,该路径不分层!
1. 步长
输入数值是模型步长的倍数,指刀具每运动到该数值停留一下,效果如下:

▲图 7
2. 投影、加深
当勾选“投影”选项,造型的刀具就沿着所选择的造型线投影到当前模型表面的路径雕刻。
“加深”选项后面输入的数值就是对该条雕刻路径整体加深,例如输入 3,即向下加深 3mm。
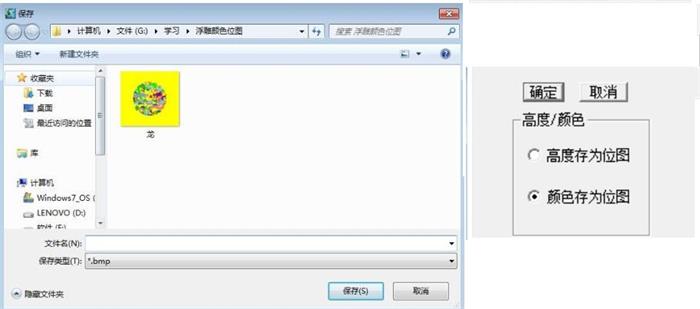
3. 定义成型刀
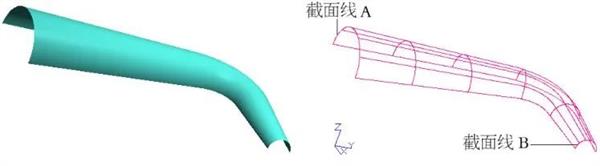
当面对一些特殊造型要求时,从加工效率的角度考虑,普通的球头刀、锥刀不适合或无法完成该造型。我们就通过绘制能满足造型要求的成型刀在加工状态时的外轮廓线,并选择该轮廓线把其信息存成 XXX.too 格式的成型刀的刀具文件。
该功能也可以把市场上能购买到的成型刀,通过这种方式定义成刀具文件,导入刀具文件就可以在模型上很容易的模拟出购买到的成型刀雕
刻造型的效果。
绘制成型刀外轮廓具体操作步骤:
A.自定义时的绘制的成型刀刀尖向上的外轮廓,对所绘制的曲线有方向要求(如图 8)

▲图 8
B.根据刀具实际加工状态绘制所需曲线,由于刀具是一个旋转体,如果绘制的曲线不当(如图 9),就无法达到理想的加工效果。

▲图 9
4. 刀具 ID
当前使用刀具的名称编号,便于后期加工时选择刀具加工。
5. 笔画类型
所选择的笔画与导动类似,导动去料是笔画宽度的变化,而刀成型是刀具沿着造型线加工模拟时的高度变化,新加了两个笔刷类型中粗(均匀)和波浪板。
中粗(均匀),如下图中灰色块内的两个参数表示刀具在造型线 25%和 75%的地方高度开始变化。路径在造型线的 25%到 75%之间的高度是相同的。

▲图 10
高度变化,是指刀具加工该路径的高度变化范围。
波浪板,是针对波浪板这个特殊的行业所开发的新功能。当选择笔刷类型为波浪板的时候,对应的有高度变化、周期数和相位偏移可供调控。

▲图 11
周期数,在一条造型线上出现波浪的次数。
相位偏移,该参数是针对多条长度相同或相近的造型线而言,相邻两次操作的造型线波浪纹的波峰之间的偏移系数。
在实际运用中的测试图例:

▲图 12 模型 1

▲图 13
雕刻效果(机床型号:赛雕 60 加工尺寸:320mmX110mm 进给速度:2.4 米/秒加工时间:1 分 5 秒)

▲图 14 模型 2

▲图 15 路径

▲图 16
雕刻效果(机床型号:赛雕 60 ;加工尺寸:445mmX310mm;进给速度:2.4 米/秒,加工时间:6 分 30 秒)。
.jpg")
▲图 17 模型(花卉锦地)3
雕刻效果(机床型号:赛雕 60 加工尺寸:106mmX106mm 进给速度:2.4 米/秒,加工时间:45 秒。
雕刻所用成型刀:市场上可以购买到的成型刀!

▲图 18 公司研磨的成型刀

▲图 19 波浪板模型

▲图 20 斜纹波浪及路径

▲图 21 直纹波浪

▲图 22 路径