加工时间
该功能能够为用户估算出较为准确的加工时间,方便用户根据估算的加工时间做出合理的工作安排。
下面详细介绍估算路径/路径组的加工时间的设置过程。
1、为当前所要加工的文件选择加工的平台------机床型号。
操作:点击【项目设置】→【机床设置】,弹出机床设置界面,如图所示:

▲图 1 机床设置
此时重点是必须选择加工机床的控制配置文件,然后在【基本设置】界面设置机床加工时的进给倍率。
2、可以在刀具平面/路径组/路径下单击右键,选择“加工时间”菜单。

▲图 2 路径/路径组计算加工时间界面

▲图 3 加工坐标系计算路径加工时间界面
如果用户没有第一步操作,在启动“加工时间”命令时,会弹出【机床配置】窗口,提醒用户进行设置。
3、当上面操作步骤没有问题时,系统就会依据当前机床配置信息、进给倍率以及路径中设定的走刀速度估算加工所需时间。

▲图 4 计算路径加工时间

▲图 5 计算路径加工时间结果
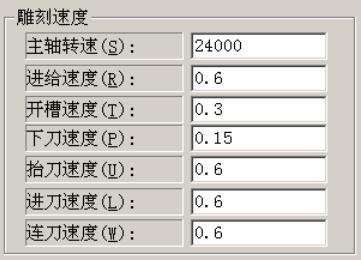
计算路径加工时间时所需的加工速度需在加工参数中进行设置如图所示:

▲图 6 走刀速度设置窗口
注意:
1、设置的机床信息只对当前文件有效,当打开新的文件时需要重新进行机床设置。
2、EN3D软件中只有同时进行如下设置,才能和精雕软件计算结果相近。
a) √ F3.读取定位路径
b) √ F2.允许进给速度指令(F)
c) 进給倍率保持一致,同时慢下距离为0。
3、路径加工时间支持打印输出,方便用户做出工作安排、调整。