电极加工
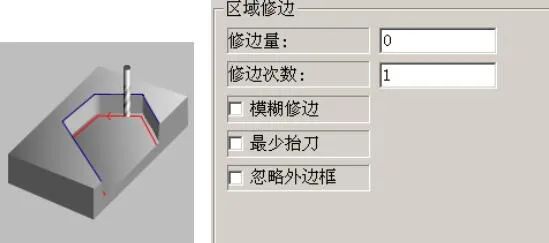
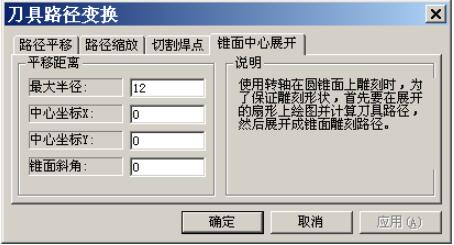
电极加工参数包括“平动量”和“放电间隙”。用户可以直接设定电极加工时的“平动量”和“放电间隙”值,省去了通过修改刀具直径或负的加工余量来加工电极的繁琐步骤。

▲图 1 电极加工
参数说明 :
平动量:
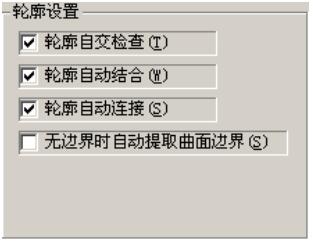
平动量是指火花机进行平动加工时电极的 2D 运动轨道间隙。

▲图 2 平动量
建议:
1、不要使用球头刀设置电极加工的平动量。
2、平动量的值要小于刀具底面平底直径的一半。
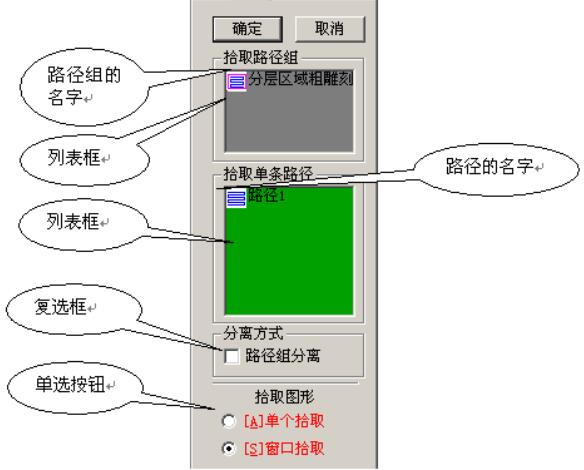
放电间隙:
放电间隙即电极加工的电火花间隙,是指进行放电加工时电极不与工件直接接触,两者之间存在的一个小的间隙。火花机通过此间隙产生的电弧作
用于工件进行加工。

▲图 3 放电间隙
建议:
1、请尽量不要使用平底刀设定电极加工的放电间隙。
2、使用球头刀设置放电间隙时,一定要注意满足:放电间隙-表面余量﹤刀具的圆角半径。