当前残料模型
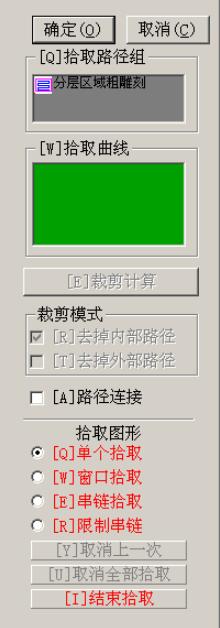
【当前残料模型】补加工是以系统中已更新过的毛坯残料模型为基础,生成当前刀具的残料补加工路径。该加工方法生成的残料补加工路径有很高的安全性及可靠性。该加工方式可以作为大刀具开粗后进行残料补加工的首选加工方法。

▲图 1 当前残料模型
参数定义:
优化路径:
选择该选项,将优化残料补加工路径,减少无效路径。
增加平面分层:
在加工模具的时候如果有平面,当平面位置有残料且不在分层高度上时,平面加工不到位,直接进行精加工吃刀量大,影响加工质量。选择该选项,将在平面位置增加一层路径,保证平面加工到位。
精修曲面外形:
可以通过设置一定的修边量和修边速度比率,有效地改善残补刀具(特别是牛鼻刀)在加工陡峭侧壁时的切削状态,降低切削振动,避免了由于吃刀量过大引起的弹刀现象,同时也提高刀具的耐用度。
往复走刀:
选择该选项,将生成往复走刀路径;不选该选项,将生成单向走刀路径。
侧壁残料厚度:
当侧壁上残料不多(去除加工余量后),这部分材料对后续刀具加工影响不大时,可以通过设置【侧壁残料厚度】避免在该区域生成残料补加工路径,提高路径加工效率。
底部残料厚度:
当底部上残料不多(去除加工余量后),这部分材料对后续刀具加工影响不大时,可以通过设置【底部残料厚度】避免在该区域生成残料补加工路径,提高路径加工效率。
应用技巧:
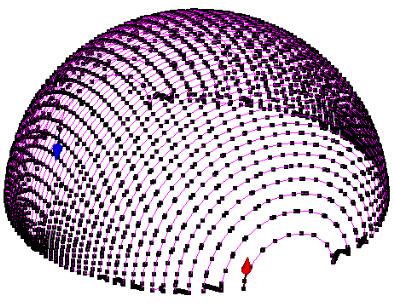
1、系统用来计算残料补加工路径的毛坯是当前残料补加工路径之前的路径最后更新过的残料模型。使用该方法时应确保在机床上实际加工过的路径都更新过相应的残料模型,如下图所示,这样才能保证残料补加工路径的准确性;

▲图 2 更新残料模型
2、如果前面的开粗路径计算时选择了【过滤刀具盲区】选项或【光滑路径尖角】,则强烈建议使用【当前残料模型】这种残料定义方式,来计算曲面残料补加工路径,这样才能保证加工的安全可靠;
3、一般为了提高路径质量,可以设定当前残料补加工路径的侧壁残料厚度和底部残料厚度值,一般取 0.01 到 0.05 之间。