轮廓切割路径
轮廓切割的图形必须是严格的轮廓曲线组,所有的曲线满足封闭、不自交、不重叠三个条件。轮廓切割的加工参数包括半径补偿、定义补偿值、保留曲线高度、从下向上切割和磨削调整。

▲图 1 轮廓切割
参数定义:
半径补偿:
该参数定义了刀具相对轮廓曲线的偏移方向,补偿方式分为向外偏移、向内偏移和关闭三种。
(1) 向外偏移,轮廓向外偏移一个值,切割轮廓的内部形状与设计形状吻合;
(2) 向内偏移,轮廓向内偏移一个值,切割轮廓的外部形状与设计形状吻合;
(3) 关闭,表示不进行刀具补偿;

▲图 2 半径补偿
定义补偿值:
不选择该选项,将按照刀具半径进行偏移补偿;选择该选项,用户可以自定义偏移补偿值。
保留曲线高度:
不选择该选项,将按照曲线在零平面的投影,计算刀具路径;选择该选项,将按照现有曲线的高度计算刀具路径。
从下向上切割:
选择该选项,含有多个轴向分层路径将从轴向分层的最后一层开始,由下向上逐层切割;不选该选项将按照正常分层顺序由上向下逐层切割。
磨削调整:
详情参见【单线切割】。
应用技巧:
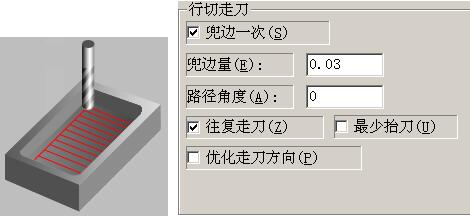
1、设置侧向分层时,在【尖角设置】中勾选【光滑连刀路径】选项,可以实现侧向分层路径的螺旋走刀,减少抬刀,提高加工效率。

▲图 3 光滑连刀路径
2、用户可以通过在加工域中选择一个点,并在进刀方式中设置进刀位置为自动查找,这样轮廓切割路径将在该点位置或该点在轮廓线上的投影位置开始加工。

▲图 4 自动查找