精雕软件下刀方式怎么选?四种方式有啥区别?
精雕软件中,下刀方式看似不起眼,却直接影响刀具寿命和加工效率。那不同的下刀方式,究竟该怎么选?这篇文章我们系统讲清楚!
一、下刀方式的作用
传统“垂直下刀”虽然快,但对Z轴冲击大,尤其加工硬金属,刀尖很容易崩裂。
因此,我们需要选择更平稳、适配性更强的方式来下刀。
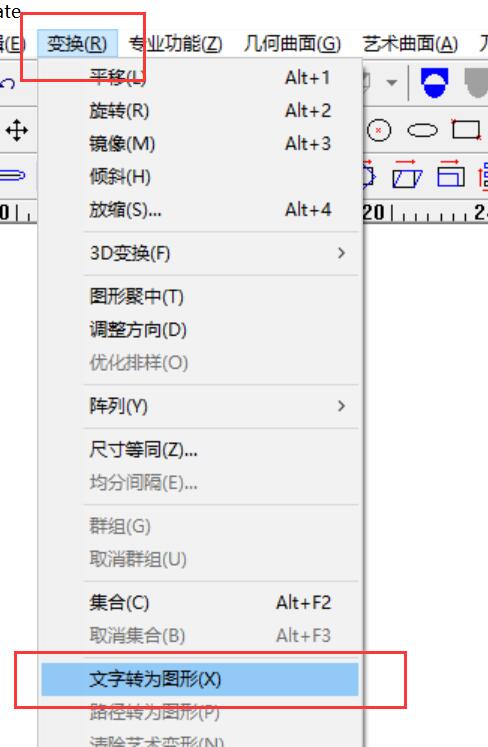
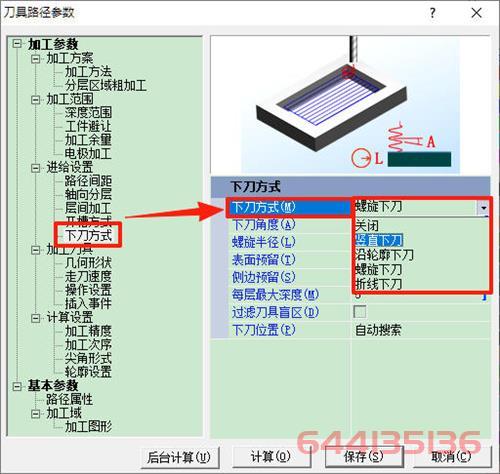
二、四种下刀方式
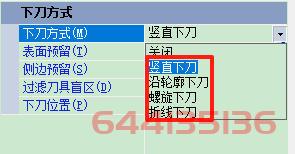
竖直下刀:
路径最短,加工效率高,但冲击力大。建议用于软材雕刻。
螺旋下刀:
路径光滑,冲击最小,是金属加工的优选方式。
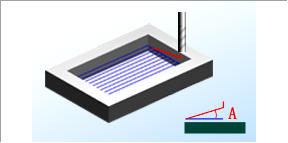
折线下刀:
适用于图形狭小区域,是螺旋下刀的理想替代。
不受图形限制,最通用的选择。
三、实操建议
加工软材?→选竖直下刀,效率高
材料硬?→用螺旋,刀具更耐用
图形太窄?→改用折线,更灵活
图形复杂?→优先考虑沿轮廓下刀
合理选择下刀方式,不仅提升效率,还能延长刀具寿命。