






相关文章
轮廓切割
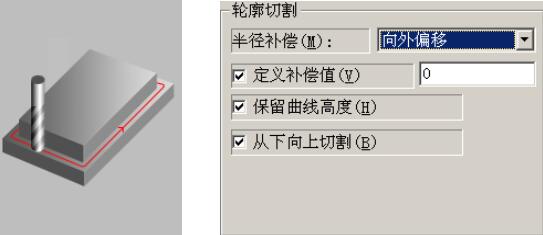
轮廓切割的图形或文字必须是严格的轮廓曲线组,所有的曲线满足封闭、不自交、不重叠三个条件。轮廓切割的雕刻加工参数如图1所示,包括半径补偿、定义补偿值两个。▲图1 轮廓切割参数半径补偿含义和单线加工的半径补偿一样,补偿方式有关闭、向外偏移和向内...
旋转面雕刻
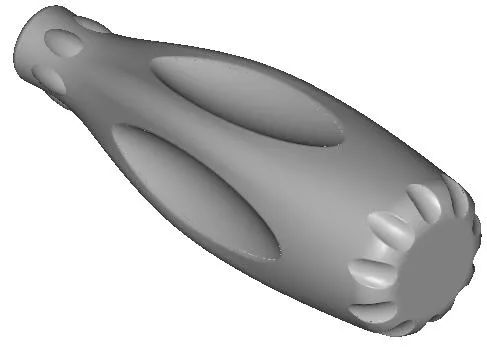
旋转加工主要用于加工旋转体工件。在生成路径时,需要首先通过坐标变换,以便让模型的旋转轴和X轴平行。之后,分别生成旋转加工的粗加工路径和精加工路径。譬如,图1为一个起子把模型,通过旋转变换,再生成旋转加工路径,如图2所示。▲图1 起子把▲图2...
曲面加工技巧
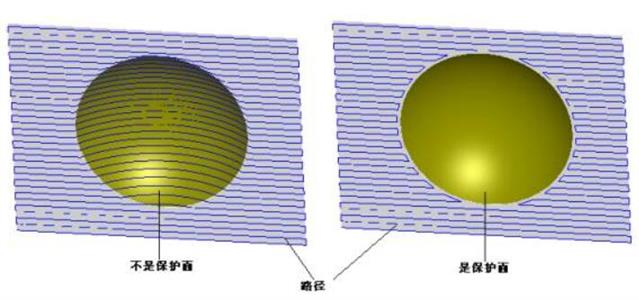
在曲面加工中有一些常用的方法如毛坯面、保护面等,在加工模具零件的时候是会经常使用的,在这里详细的介绍一下它们的使用技巧。保护面:在加工模具的过程中,经常遇到一些面已经加工好了,在加工另外的部分的时候要防止已经加工好的部分面被碰到,如在加工上...
包裹雕刻
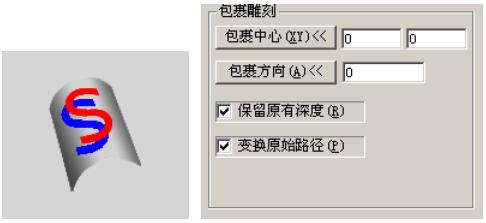
包裹雕刻是按照长度不变原则将路径投影到曲面上。当投影的曲面较平坦时,投影雕刻和包裹雕刻没有太大区别。但是,当投影曲面较陡峭时,投影雕刻将导致在曲面陡峭处的路径严重变形。而包裹雕刻却不会,它就象是把路径放在一张橡皮膜上,而后将橡皮膜卷在被包裹...
加工速度
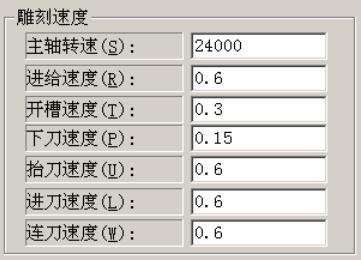
刀具在加工运动过程中可以用一组参数来表示其切削情况,包括主轴转速、切割速度、下刀速度、进刀速度、开槽速度和连刀速度,如图1所示。▲图1 雕刻速度主轴转速:刀具的转速。雕刻机的主轴转速一般为20000转/分,转速最高可达24000转/分,最低...
轮廓设置
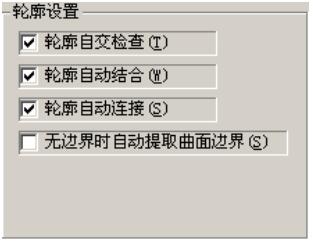
轮廓设置有三个参数,分别为轮廓自交检查、轮廓自动结合和轮廓自动连接,参考图1。▲图1 轮廓设置轮廓自交检查:选择该复选框,系统会自动排除轮廓相交的部分。在进行轮廓切割和区域雕刻时,如果图形轮廓出现自交,有时候无法生成路径。如果使用“轮廓自交...
路径平移变换
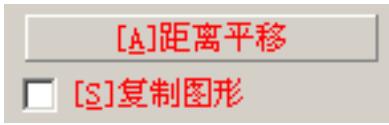
将路径从一个位置移动或复制至另一位置。平移变换导航工具栏中的选项如下图1所示。▲图1 平移变换导航工具栏选项距离平移:通过直接定义路径在X和Y方向上的平移距离来进行平移变换。复制图形:选择该选项,可将路径在目标位置上进行复制;否则进行移动。...
路径在三维空间缩放
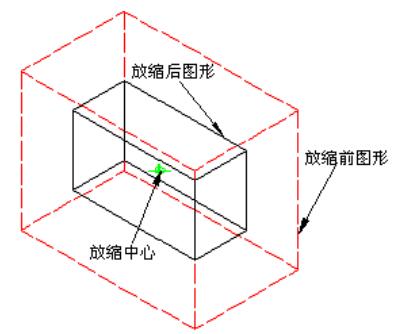
将图形在3D空间中相对于当前用户坐标系的X、Y和Z三个方向上进行等比例或不同比例的尺寸放缩。▲图1 3D放缩变换实现方法:(1)启动路径缩放变换命令;(2)拾取要进行缩放变换的路径;(3)拾取缩放中心;(4)定义缩放比例和其它参数选项。操作...

















