加工模拟只模型设置
用户可以在“模型设置”对话框中设置模拟方法、模拟显示效果等参数。
参数定义:
图像法:

以静态图像的方式显示模型,模拟过程中不能动态观察加工效果。
面片法:

以面片的方式显示模型,模拟过程中可以动态观察加工效果。(多轴加工不能使用面片法模拟)
模拟质量:

使用面片法时有效,通过拖动按钮可以控制模拟时显示效果。显示效果越高,显示速度越慢;显示效果越低,显示速度越快。


用户可以在“模型设置”对话框中设置模拟方法、模拟显示效果等参数。
图像法:
以静态图像的方式显示模型,模拟过程中不能动态观察加工效果。
面片法:
以面片的方式显示模型,模拟过程中可以动态观察加工效果。(多轴加工不能使用面片法模拟)
模拟质量:
使用面片法时有效,通过拖动按钮可以控制模拟时显示效果。显示效果越高,显示速度越慢;显示效果越低,显示速度越快。
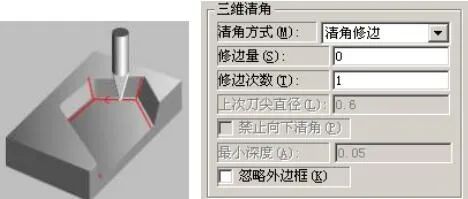
三维清角是一种特殊的区域修边方式,它利用锥刀的几何特征最大限度的去除区域内部需要雕刻的材料,保证清晰的区域形状。三维清角的雕刻参数有清角方式、修边量、修边次数、上次刀尖直径、禁止向下清角和忽略外边框,参考图1。▲图1 三维清角的参数清角方式...
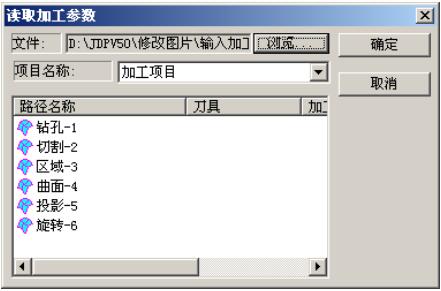
在生成路径的时候,如果有比较好的加工工艺,可以通过输入加工工艺命令导入加工工艺。这样可以节省设计刀具路径的时间。输入过程:1)选择菜单命令;选择“加工项目(T)>>输入工艺过程”菜单项,弹出如图1所示的对话框。▲图1 输入加工工...
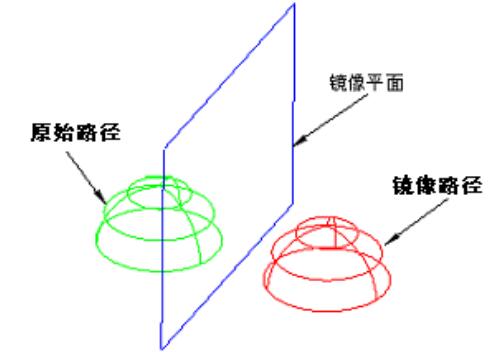
将选中的路径在三维空间中相对某一平面进行对称映像。▲图1 3D镜像变换实现方法:(1)启动三维镜像变换命令;(2)拾取要进行镜像变换的图形;(3)定义镜像平面的基点和法矢;(4)定义其它镜像参数。操作步骤:1)启动三维镜像命令:点击“路径编...
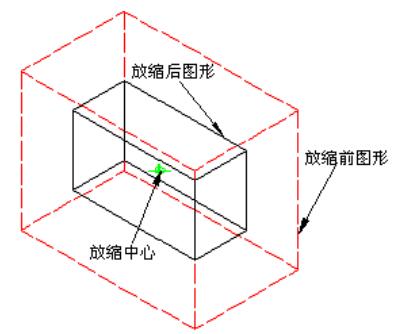
将图形在3D空间中相对于当前用户坐标系的X、Y和Z三个方向上进行等比例或不同比例的尺寸放缩。▲图1 3D放缩变换实现方法:(1)启动路径缩放变换命令;(2)拾取要进行缩放变换的路径;(3)拾取缩放中心;(4)定义缩放比例和其它参数选项。操作...
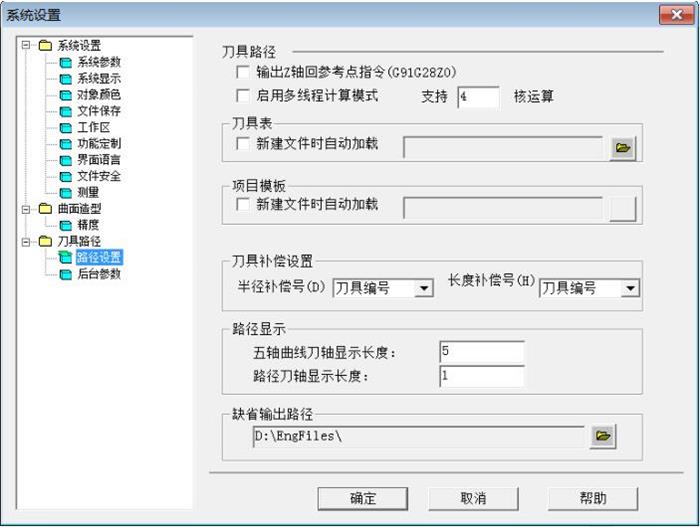
【路径设置】主要为了方便路径编程、计算、查看、输出操作,提供一些常用设置,如下图所示:▲图 1 路径设置参数说明:启用多线程计算模式:勾选该项,计算路径时可以提高多核CPU的使用率,缩短路径计算时间。输出Z轴回参考点指令(G91G28Z0)...
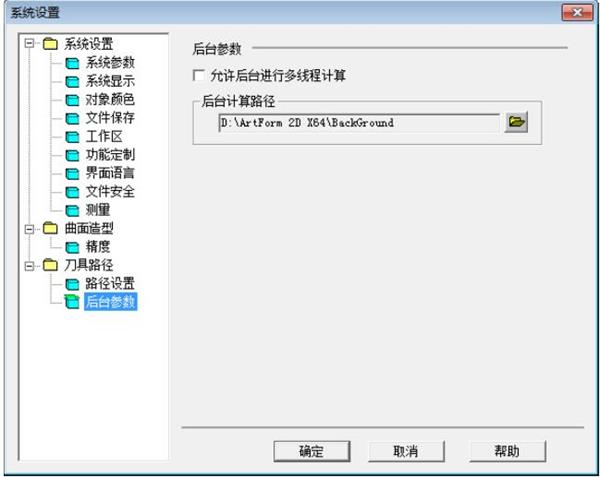
后台参数设置在系统设置里面,主要是设置是否允许软件线程计算,和设置后台路径计算的存放目录为主。▲图 1 后台参数设置界面参数说明:允许后台进行多线程计算:勾选该项,将允许路径在进行后台计算时采用多线程计算模式。可以提高计算路径的多...
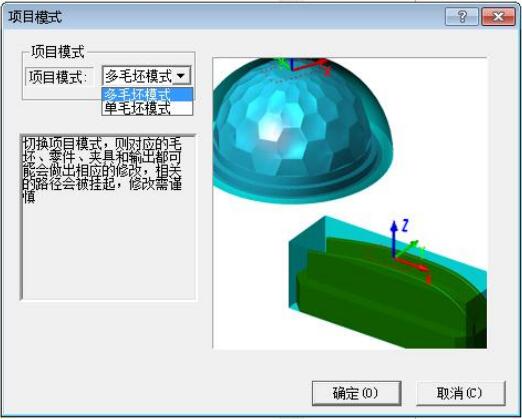
项目模式的改变,对应的毛坯、零件、夹具和输出都会做出相应的修改,相关的路径会被挂起,修改需谨慎。项目模式有两种类型:多毛坯模式和单毛坯模式。▲图 1 项目模式选择单毛坯模式时,会出现如图所示的工具条,不同的刀具平面只能使用相同的毛坯、零件、...
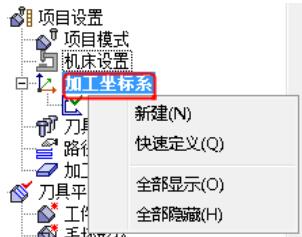
精雕软件软件通过加工坐标系来管理加工过程中使用的坐标系,系统默认俯视图为当前加工坐标系,用户可根据实际加工需要添加定义新的坐标系。加工坐标系的操作主要是通过右键菜单来完成,其菜单分为两种:▲图 1 加工坐标系的右键菜单▲图 2 坐标系右键菜...

2025-11-08

2025-11-05

2025-11-01

2025-10-21

2025-10-19

2025-10-17

2025-10-15

2025-10-09

12188 浏览行业动态

11077 浏览常见问题

10432 浏览常见问题

10321 浏览常见问题

10104 浏览精雕图下载

10072 浏览常见问题

9979 浏览常见问题

9960 浏览常见问题

