











相关文章
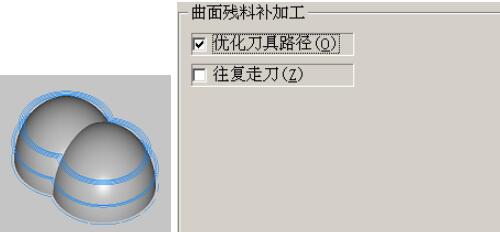
曲面残料补加工
曲面残料补加工是针对于分层区域粗加工来说的。在使用分层区域粗加工雕刻复杂区域的过程中,为了提高雕刻效率,我们通常需要用大直径刀具完成粗雕刻。但是大直径刀具会在内角位置留下很大的残留量,并且有些窄小的区域大刀具也无法雕刻。此外,在分层加工时可...
曲面加工技巧
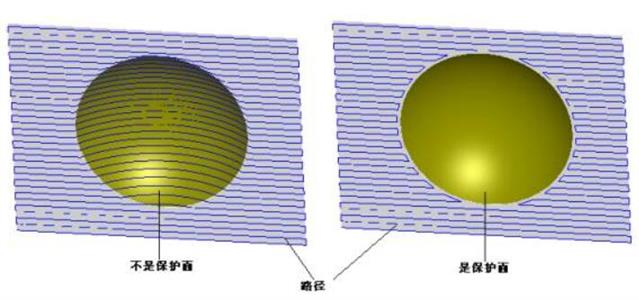
在曲面加工中有一些常用的方法如毛坯面、保护面等,在加工模具零件的时候是会经常使用的,在这里详细的介绍一下它们的使用技巧。保护面:在加工模具的过程中,经常遇到一些面已经加工好了,在加工另外的部分的时候要防止已经加工好的部分面被碰到,如在加工上...
投影雕刻
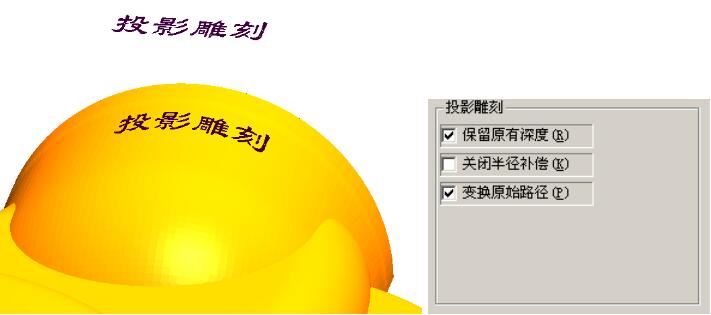
投影雕刻是按照加工面的垂直方向将路径投影到曲面上,主要用于在曲面上刻字或者划线,或者雕刻一些图案。投影雕刻的雕刻参数有三个,分别为保留原有深度、关闭半径补偿和删除原始路径,如图1所示。▲图1 投影雕刻参数保留原有深度:选择该项,投影路径将保...
开槽雕刻
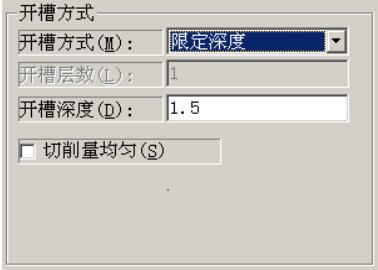
开槽雕刻用于控制开槽加工时的开槽深度。它的参数包括开槽方式、开槽层数、开槽深度、减少抬刀、切削量均匀和斜侧面开槽,如图1所示。▲图1 开槽方式开槽方式:同分层方式一样,开槽方式也有三种处理方法,即关闭开槽方式、限定深度和限定层数。1)关闭开...
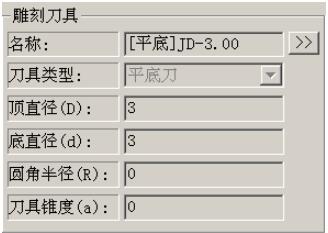
刀具几何形状
在计算路径的时候,刀具的几何形状对路径有很大的影响,这些几何信息如图1所示。▲图1 刀具的几何信息名称:显示当前加工使用刀具的名称。点击名称后面的按钮,系统会弹出系统的雕刻刀具库。刀具的类型:当前使用刀具的类型。顶直径:刀具的刀头部分的最大...
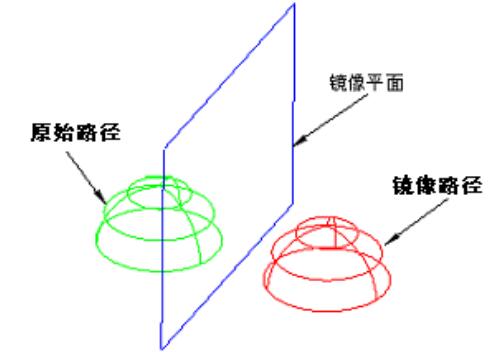
路径在三维空间镜像
将选中的路径在三维空间中相对某一平面进行对称映像。▲图1 3D镜像变换实现方法:(1)启动三维镜像变换命令;(2)拾取要进行镜像变换的图形;(3)定义镜像平面的基点和法矢;(4)定义其它镜像参数。操作步骤:1)启动三维镜像命令:点击“路径编...
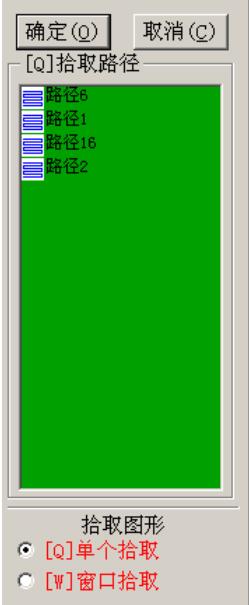
路径重组命令
路径重组功能可以打乱现有的路径组,重新组合生成的路径。操作步骤:1)选择菜单命令选择界面的“路径编辑”>>“路径重组”命令,操作界面的右边会弹出如图1所示的导航窗口。该导航窗口有一个列表框,列出拾取的所有路径。2)拾取需要重组的...
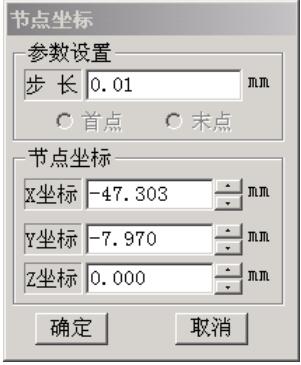
节点坐标
图1所示的对话框是节点坐标对话框。利用这个对话框可以对节点的坐标进行修改。▲图1a 节点坐标▲图1b 节点移动参数定义:参数设置:步长文本框用于设置每次移动的距离大小。如果选择的是闭合路径的端点(首末点重合点),可以通过选择单选按钮来确定选...

















