



相关文章
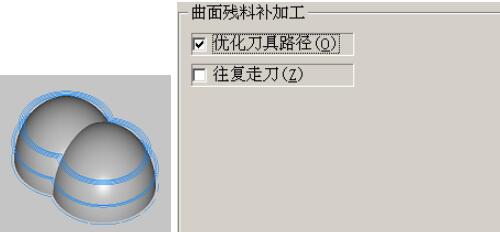
曲面残料补加工
曲面残料补加工是针对于分层区域粗加工来说的。在使用分层区域粗加工雕刻复杂区域的过程中,为了提高雕刻效率,我们通常需要用大直径刀具完成粗雕刻。但是大直径刀具会在内角位置留下很大的残留量,并且有些窄小的区域大刀具也无法雕刻。此外,在分层加工时可...
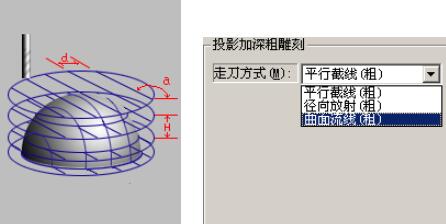
投影加深曲面粗雕刻
投影加深区域粗雕刻也是一层一层的切削工件,在每一层的加工过程中,根据曲面形状的不同,采用不同的走刀方式。一般用来加工整体比较平缓的零件。投影加深粗加工有三种走刀方式,如图1所示,分别为平行截线粗加工、径向放射粗加工和曲面流线粗加工。投影加深...
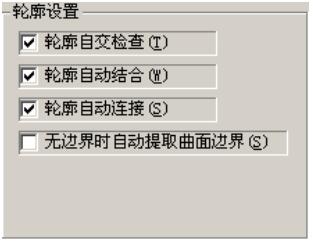
轮廓设置
轮廓设置有三个参数,分别为轮廓自交检查、轮廓自动结合和轮廓自动连接,参考图1。▲图1 轮廓设置轮廓自交检查:选择该复选框,系统会自动排除轮廓相交的部分。在进行轮廓切割和区域雕刻时,如果图形轮廓出现自交,有时候无法生成路径。如果使用“轮廓自交...

路径文件格式
输出格式包括控制软件的版本、输出二维路径、输出次序和曲线输出误差等参数。控制软件版本:JDPaint V5.0可以输出三种ENG版本,分别是EN3D 4.x、EN3D 5.x和EN3D 5.02三种格式。它们的区别如下:▲图1 控...

路径高度裁减
高度裁减就是用一个高度值对路径组进行裁剪,以得到在这个高度之上或者之下的路径,也可以使用这个高度将路经分为两部分。▲图1 导航窗口操作步骤:1)选择菜单命令;选择界面的“路径编辑”>>“路径裁剪”>>“高度裁减”命令...
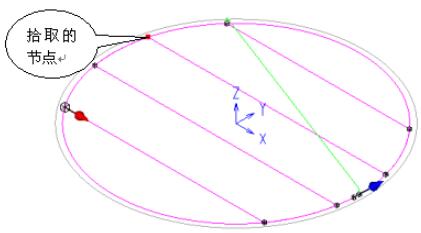
路径节点处打断
这个命令实现的功能是将路径在选择的节点处打断,一分为二。操作步骤:1)选择节点;在路径上选择一个节点,这时节点处打断命令变为可用状态。2)选择命令。选中节点以后,选择导航窗口的节点处打断命令,就可以实现该功能,也可以使用键盘的“B”键。注意...
镶嵌加工预处理
在镶嵌切割加工中,对于不光滑的图形如果不作处理,将导致凸凹切块发生干涉,导致镶嵌失败,如图1所示。▲图1 镶嵌发生干涉镶嵌加工预处理可以将不光滑图形整体倒角,保证凸凹切块的顺利镶嵌。镶嵌处理的参数如图2所示。▲图2 镶嵌加工预处理倒角半径倒...
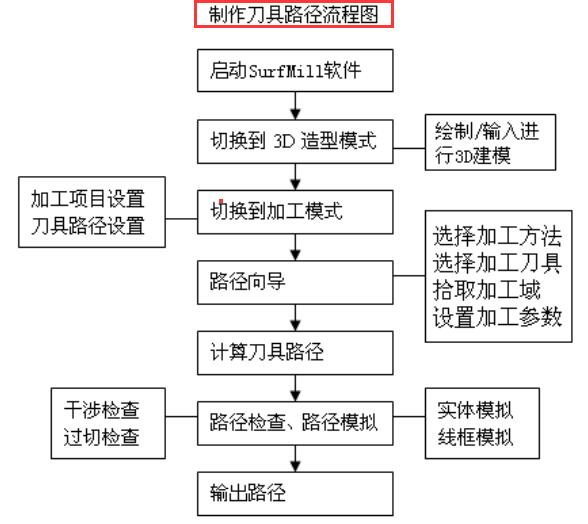
生成刀具路径流程
从使用精雕软件软件进行造型,到生成刀具路径,最后输出路径到机床加工,大致分为了7大步骤,如下图所示:▲图 生成刀具路径流程操作步骤:1、启动精雕软件。2、切换到3D造型模式,进行3D建模,这个过程可以是自己绘制,也可以输入第三方软件提供的数...

















