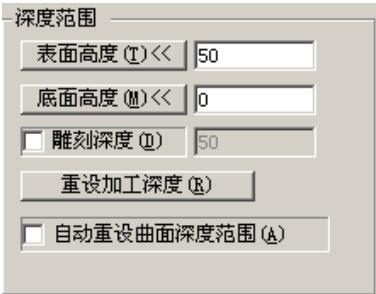
工件避让
设置工件避让,用户可以控制刀具出发点和回零点的位置和刀轴方向。

▲图 1 工件避让
参数说明:
与输出设置一致:
选择该选项,工件避让与﹤输出设置﹥中一致;不选该选项,用户可以自定义出发点和回零点。
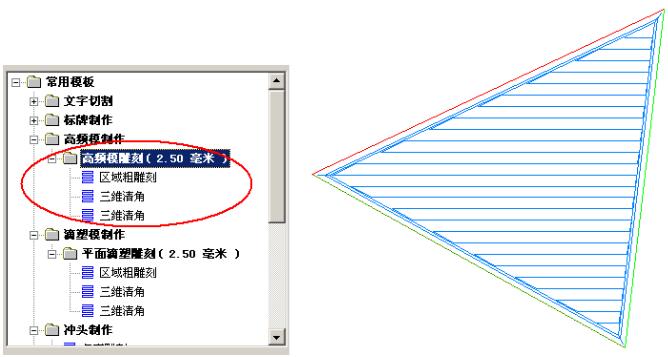
定义出发点:
选择该选项,用户可以定义刀具运动出发点的位置和刀轴方向。
出发点:
定义出发点位置。用户可以通过输入(X,Y,Z)坐标或通过[鼠标]拾取设置出发点坐标。

▲图 2 定义出发点
刀轴:
定义出发点刀轴。用户可以通过输入(I,J,K)或通过[鼠标]拾取设置出发点刀轴方向。
定义回零点:
选择该选项,用户可以定义刀具运动回零点的位置和刀轴方向。
回零点:
定义回零点位置。用户可以通过输入(X,Y,Z)坐标或通过[鼠标]拾取设置回零点坐标。

▲图 3 定义回零点
刀轴:
定义回零点刀轴方向。用户可以通过输入(I,J,K)或通过[鼠标]拾取设置回零点刀轴方向。