加工参数说明
切换到“加工参数”页面中,如下图所示。刀具加工参数主要由加工速度和加工参数两部分组成。
加工速度:
加工速度参数部分,用户可以根据实际加工中的刀具走刀速度,进行预先设置,减少用户在每次的加工路径中的重复设置,提高效率。

▲图 1 加工速度
走刀速度的设置同<走刀速度>一致,就不在详细介绍。
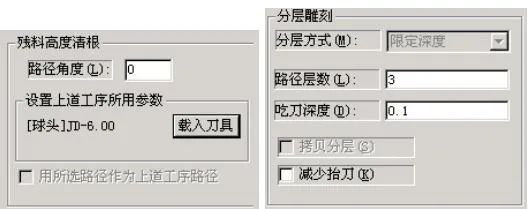
加工参数:
用户可以指定该刀具的材料类型,并根据加工工件材料的类型设定进给量系数、刀具齿数、线速度系数等参数。这里设定的加工参数,将作为该刀具的缺省加工工艺参数出现在选择该刀具加工的运动工艺参数中。

▲图2 加工参数
参数说明:
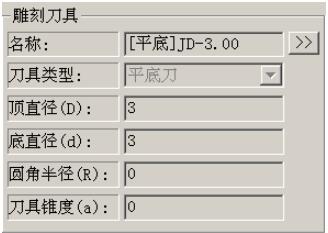
刀具材料:
刀具的材料构成。加工不同材料的产品应当使用不同材料的刀具。刀具材料不同,加工性能也有较大的差异。
进给量系数:
对进给速度进行修正。和切削速度系数一样,加工能力强的刀具进给量系数较大。一般的刀具都取 1.0。
刀具齿数:
也叫刀具的刀刃数目。刀具齿数越多,进给速度就可以越大。
线速度系数:
对切削速度进行修正。一般而言,加工能力强的刀具切削速度系数较大。一般的刀具都取 1.0。
切削线速度:
指刀具的切削线速度,刀尖点相对于工件的运动速度。
每齿每转进给量:
由材料的每齿每转进给进给量,刀具形状和刀具的进给量系数共同影响。
侧向进给量:
该值决定单边切削时的路径间距,该值由材料属性和刀具直径共同决定。
深度进给量:
一般指粗加工时的切削深度。
开槽深度:
开槽双边切时的切削深度,该值由材料属性和刀具直径共同决定。