如何在精雕软件中设置从中间向外的区域雕刻路径?
今天我们来解答一位粉丝的提问:如何让雕刻路径从中间开始,逐步向外扩展进行区域雕刻?这个操作在精雕软件中其实非常简单,下面我们一步步来看具体的操作方法。
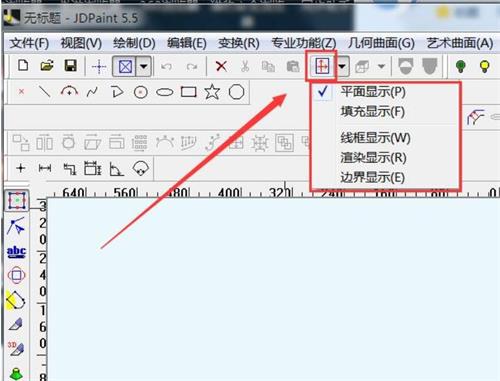
1、打开精雕软件,创建图形
首先,启动精雕软件。以雕刻一个圆形区域为例,绘制一个圆形的线条作为加工对象。
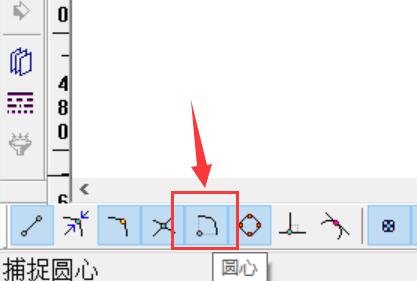
2、进入加工环境,创建区域加工路径
图形绘制完成后,进入“加工”环境。选中你绘制的圆形图形,然后创建一个“区域加工路径”。
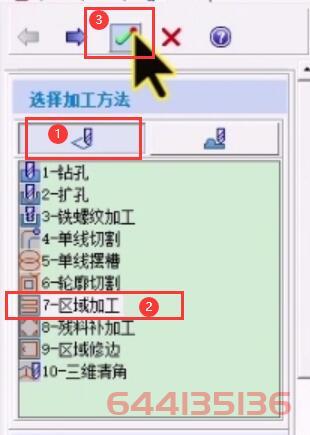
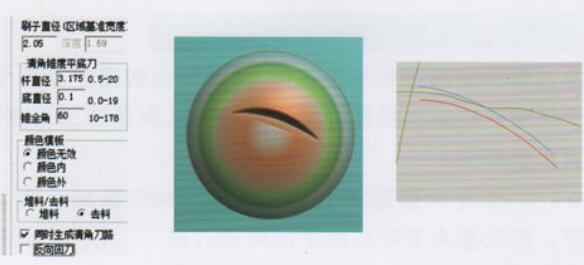
3、设置走刀方式并选择“从内向外”
在加工路径的设置界面中,找到“走刀方式”选项,点击下拉菜单,你可以选择两种合适的方式:
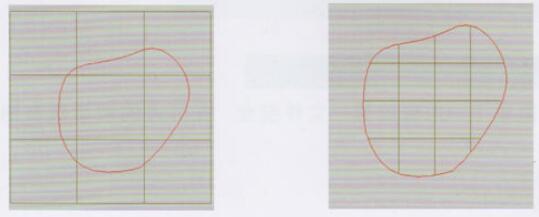
-环切走刀:适合规则图形,雕刻路径以环形逐圈向外扩展。
-螺旋走刀:路径呈螺旋状,从中心逐步扩展到外围,适合需要均匀雕刻的情况。
选好走刀方式后,务必勾选“从内向外”选项。这一步确保路径从图形的中心向外雕刻,而不是从边缘开始。

4、保持其他参数设置,点击计算
接下来,其他参数可以保持默认设置,或者根据具体需求调整。包括刀具选择、切削深度等。设置完成后,点击“计算”,系统将生成雕刻路径。
5、查看加工模拟效果
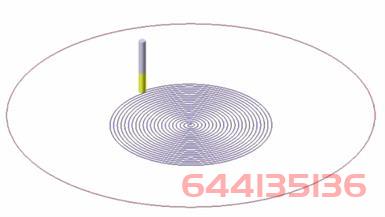
路径生成后,利用加工模拟功能查看雕刻效果,确保路径符合预期。如果一切满意,雕刻路径设置就完成了。
通过以上几步,你可以轻松设置从中间向外扩展的雕刻路径,操作简单高效。如果你想获取更多关于精雕软件的使用技巧、雕刻路径优化方法或其他相关知识,欢迎多关注我们网站。后续将持续更新最新的雕刻方面的教程和行业资讯,帮助你在雕刻领域不断进步!