




相关文章
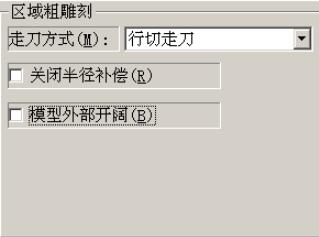
区域粗雕刻
用户通过绘图、扫描描图等方式得到一个区域的边界曲线。有了这个边界曲线,就可以使用区域粗雕刻功能了。适合区域雕刻的图案可以是任何图形或文字,但是这些图形必须是一个个的轮廓曲线,满足封闭、不自交,不重叠的原则,否则生成的路径可能会出现偏差。▲图...
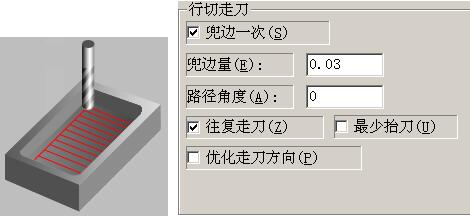
行切走刀
行切走刀是按照行切角度以直线运动来进行切削。行切走刀参数有兜边一次、兜边量、路径角度、往复走刀、最少抬刀和优化走刀方向,参看图1。▲图1 行切走刀参数兜边一次:一般行切走刀完成后,都要沿着边界再切削一次,用于切除行与行在轮廓边界位置的残留量...
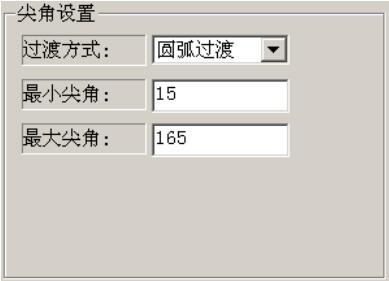
尖角过渡方式
定义区域的轮廓曲线通常都是由首尾相接的线段组成的。刀具在雕刻这些尖角时可以按照圆弧轨迹走刀,也可以按照直线延长的方式走刀。尖角过渡设置包括过渡方式、最小尖角和最大尖角三个参数,如图1所示。▲图1 尖角过渡方式过渡方式:尖角的过渡方式一般分为...
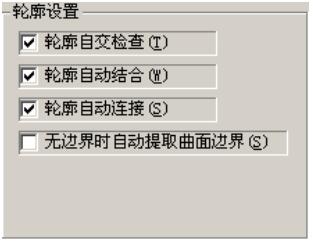
轮廓设置
轮廓设置有三个参数,分别为轮廓自交检查、轮廓自动结合和轮廓自动连接,参考图1。▲图1 轮廓设置轮廓自交检查:选择该复选框,系统会自动排除轮廓相交的部分。在进行轮廓切割和区域雕刻时,如果图形轮廓出现自交,有时候无法生成路径。如果使用“轮廓自交...
输入加工工艺
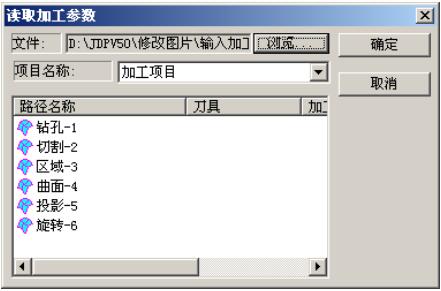
在生成路径的时候,如果有比较好的加工工艺,可以通过输入加工工艺命令导入加工工艺。这样可以节省设计刀具路径的时间。输入过程:1)选择菜单命令;选择“加工项目(T)>>输入工艺过程”菜单项,弹出如图1所示的对话框。▲图1 输入加工工...
路径排序命令
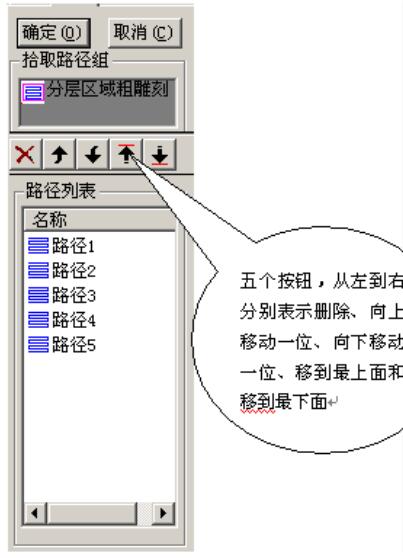
路径排序功能可以更改路径组中路径的加工顺序。▲图1 排序前▲图2 排序后操作步骤:1)选择菜单命令选择界面的“路径编辑”>>“路径排序”命令,操作界面的右边会弹出如图1所示的导航窗口。该导航窗口的第一行是五个按钮,从左到右分别表...
路径区域节点拾取
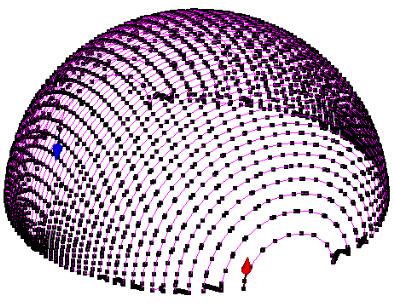
路径区域节点拾取是拾取某一个区域内的节点。操作步骤:1)选择命令选择导航窗口的区域节点拾取命令。2)画闭合的区域选择命令之后,系统提示画一个闭合的区域,点击右键结束。则在这个闭合区域中的节点都被选中了。在画区域的过程中,不要作旋转操作。因为...
编辑加工路径
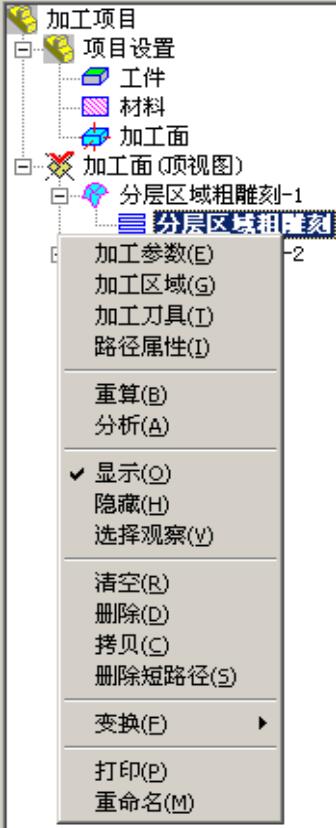
功能:提供的功能很多,包括修改路径的加工参数,编辑生成该路径的加工域,观察路径的属性,重新排列路径的顺序,删除路径组中比较短的路径,显示、隐藏或者选择观察该路径,重算、清空、删除、拷贝和分析该路径,对该路径的坐标变化、打印功能和重命名。操作...

















