单线切割路径不规律?如何通过简单设置提高加工效率?
在加工过程中,单线切割的路径不规律往往影响了整体的效率。这种情况可能由哪些因素导致?又该如何解决呢?本文将为您介绍一个简单实用的设置方法,让单线切割更高效。
单线切割路径不规律的原因
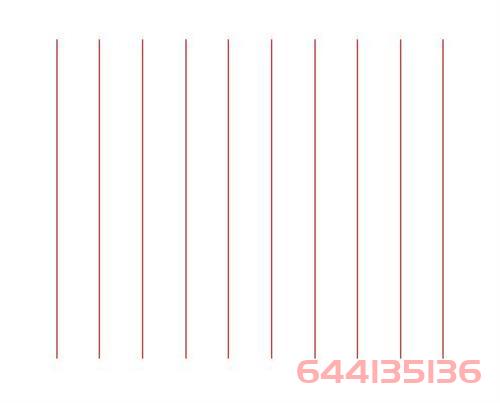
在实际加工中,有些学员发现单线切割的路径呈现不规律的走刀方式。其实,这种现象通常是由于路径参数中的加工次序设置不当引起的。许多人尝试通过调整线条方向或设置节点来解决这一问题,但这些操作实际上并非必要。
解决方法:设置轮廓排序为最短距离
针对这一问题,最简单的解决方案是在设置路径参数时,将“轮廓排序”调整为“最短距离”。这个选项能够自动优化路径,使切割机按最短路径走刀,显著提升加工效率。具体步骤如下:
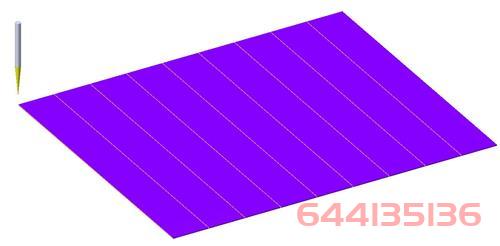
1、根据设计需求绘制好切割线条。
2、在单线切割路径参数中找到“加工次序”选项。
3、将轮廓排序方式调整为“最短距离”。

通过以上简单设置,单线切割的路径将自动优化为最快的切割方式,大幅减少无效走刀,提高加工效率。当然,如果您有特殊要求,需要特定的切割顺序,则可以根据需求调整设置。
总结
采用最短距离的轮廓排序方式可以有效优化单线切割路径,避免复杂的设置步骤。希望这篇文章能够帮助您提升加工效率,简化操作流程。