雕刻速度慢?可能是路径间距设置出了问题!
在精雕加工过程中,有时候我们会发现雕刻速度变得异常缓慢,究竟是什么原因呢?其实,"路径间距"的设置可能是导致这个问题的关键所在。接下来,我们就来详细剖析一下如何通过调整路径间距来提升雕刻效率。
什么是路径间距?
路径间距是指在精雕软件中,两次刀具路径之间的间隔。如果这个间隔设置得不合理,就会出现“有大有小”的情况,进而影响加工速度。具体来说,路径间距有两种主要的计算方式:
1、"空间间距":即斜向走刀之间的距离。
2、"水平间距":即平行走刀之间的距离。
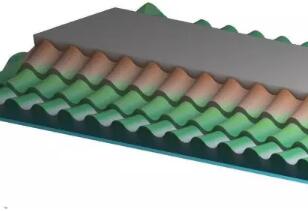
通常情况下,软件默认使用的是“空间间距”来进行计算。然而,"如果加工对象表面落差较大,路径间距的变化会显著增加,造成局部间距变小",从而导致雕刻速度大幅度减慢。
问题出现的原因
之所以会出现速度减慢,主要是因为"空间间距"的设置会随着表面高度的变化进行调整。如果落差较大,软件会自动缩小相邻两刀之间的间距,从而增加了雕刻路径的密度和加工时间。
如何优化路径间距设置?
为了解决这一问题,我们可以选择"关闭空间间距计算",转而使用"水平间距"作为主要计算方式。这种方式不会受到表面落差的影响,保证了每两刀之间的距离保持一致,进而提高雕刻速度。
具体操作步骤如下:
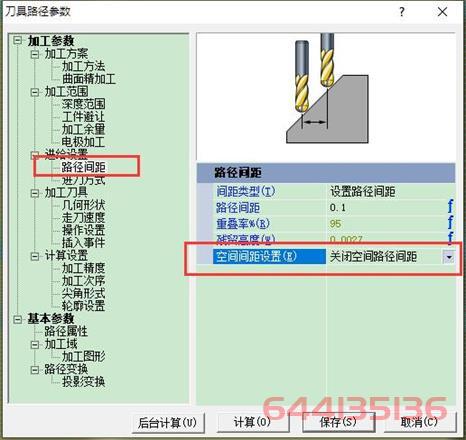
1、打开精雕软件,进入加工环境下"路径间距"设置。
2、找到"空间间距"选项,将其关闭。
3、设置为"水平间距"计算方式。
4、重新计算雕刻路径,你会发现路径变得更加统一。
总结
通过调整路径间距设置,我们可以有效避免雕刻过程中因过密路径导致的速度下降。记住,"关闭空间间距,选择水平间距",能够让你的雕刻过程更加流畅、高效。