精雕程序代码详解:从G代码到M代码,带你全面拆解
在使用精雕软件进行编程时,许多人可能会觉得代码看起来就像“天书”,令人难以理解。事实上,虽然有些人能够通过转换器将编写的程序转换成NC代码,但对于代码中的每一条指令,他们往往只是按部就班地执行,而并未真正理解每个指令的含义。
今天,我们将一起解析精雕软件中的每一条指令,帮助大家深入理解编程的原理,让你不再对这些代码感到困惑。
1、了解G代码与M代码:编程的两大核心
在精雕编程中,程序代码主要分为两类:G代码和M代码。
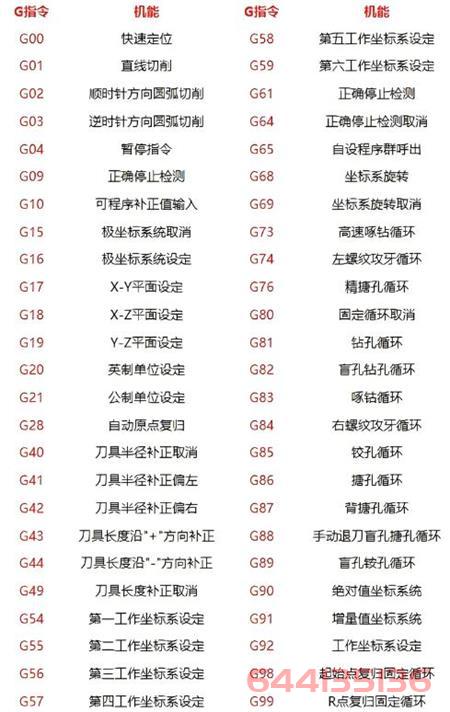
G代码:
通常用于指示机器的运动轨迹,例如:G01、G00、G43等。它控制着机器的移动方式和速度。
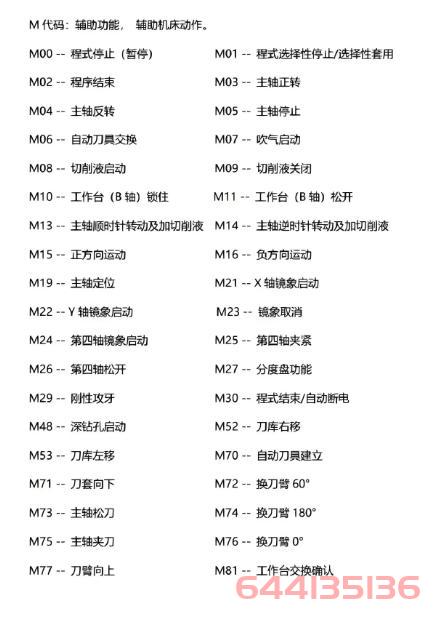
M代码:
用于控制机器的其他功能,如主轴启动、停止、冷却液控制等。
理解这两类代码的基本功能,能帮助你更清晰地理解程序的整体框架。
2、G代码详细解析:运动与补偿的指令
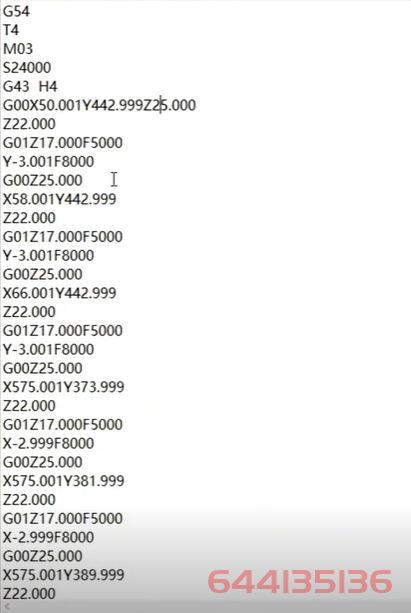
2.1 G54——工件坐标系
G54代表工件坐标系,它指示的是工件的零点与机器坐标系之间的关系。在编程中,你需要将工件的零点坐标设置到G54中,这样机器就能根据这个坐标进行加工。
2.2 刀具和主轴控制
-T4:表示使用刀库中的四号刀。
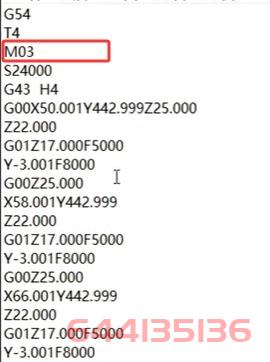
-M03:指示主轴正转。
-S24000:设置主轴的转速为24000转/分钟。
-G43、H4、Z25:代表刀具的长度补偿,确保加工过程中刀具的长度差异不会影响加工精度。
2.3 运动模式:G00与G01
-G00:快速运动,用于空运行或大范围的快速定位。
-G01:直线插补运动,适用于需要精确走直线的加工过程。例如,在加工矩形时,G01指令可以帮助机器按设定的路径走直线。
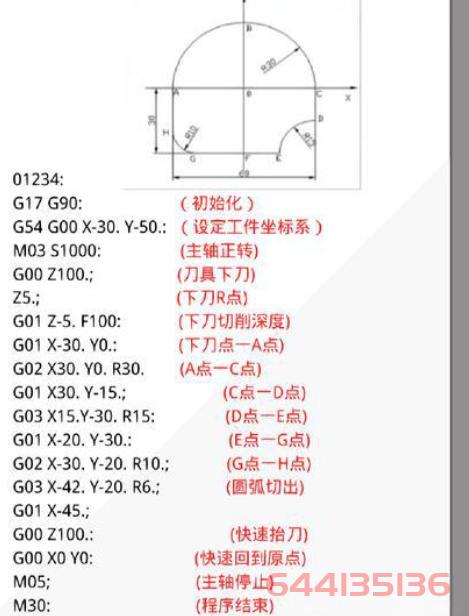
2.4 圆弧插补:G02
-G02:用于圆弧插补运动。如果加工过程中需要进行圆弧切削,可以使用G02指令来控制机器沿着指定的圆弧路径移动。
3、M代码解析:机器控制的指令
M代码用于控制机器的辅助功能和工作状态。常见的M代码包括:
M05:
主轴停止,指示加工完成。
M30:
程序结束,返回到程序开始位置。
冷却液开启与停止:通过M代码控制冷却液的开启与停止,以确保加工过程中的温度稳定。
M代码不仅仅是用来启动和停止机器的,它在程序中起到了连接各个加工步骤的作用。
4、程序流程:从开头到结尾
每一段程序都有其固定的结构,通常包括以下几个部分:
-程序开始:通过M代码启动主轴,设置刀具,并进行坐标设置。
-加工过程:根据G代码的指令,机器执行相应的运动和切削。
-程序结束:通过M05停止主轴,M30标记程序结束,最后通过Z上抬刀清空工作区域。
5、如何阅读和理解程序代码
对于程序中间部分的指令,通常是软件自动生成的坐标点,我们无需过多关注。比如在加工正方形时,程序会自动计算出各个坐标点的值,并通过G代码指令指引机器沿着这些点进行运动。
通过对精雕程序代码中G代码和M代码的解析,相信你对程序的结构和功能有了更加清晰的了解。只要掌握了这些基本指令,你就能在编程时更加得心应手,避免在面对复杂程序时感到迷茫。