雕刻机维宏系统技巧:如何实现主轴自动返回原点?
在雕刻机加工过程中,经常会遇到主轴在完成大尺寸图形加工后远离原点的情况。为了让主轴能够自动返回原点,提高加工效率,本文将详细介绍在维宏系统中实现这一功能的具体操作方法。

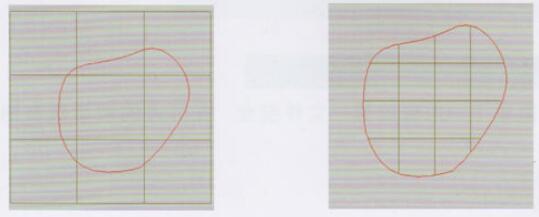
一、问题背景
在雕刻大尺寸图形时,如果从左下角开始加工,主轴在完成加工后往往会停留在远离原点的位置。为了使主轴能够自动返回,我们需要在程序末尾添加特定的返回指令。
二、解决方法
通过在加工程序末尾添加G0快速定位指令,可以实现主轴自动返回原点。这种方法操作简单,效果显著,能够有效提升加工效率。
三、具体操作步骤
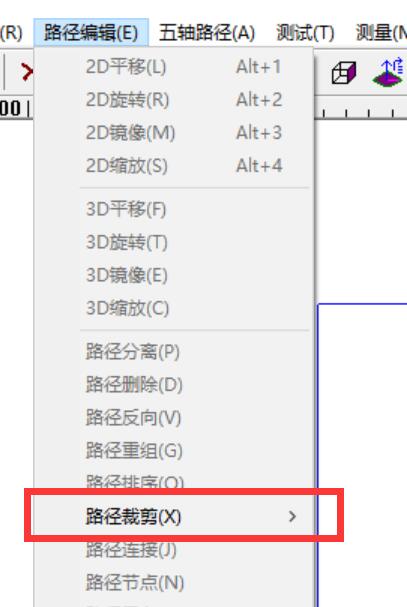
检查原程序
打开需要编辑的加工程序,确保程序运行正常,确认加工路径无误。
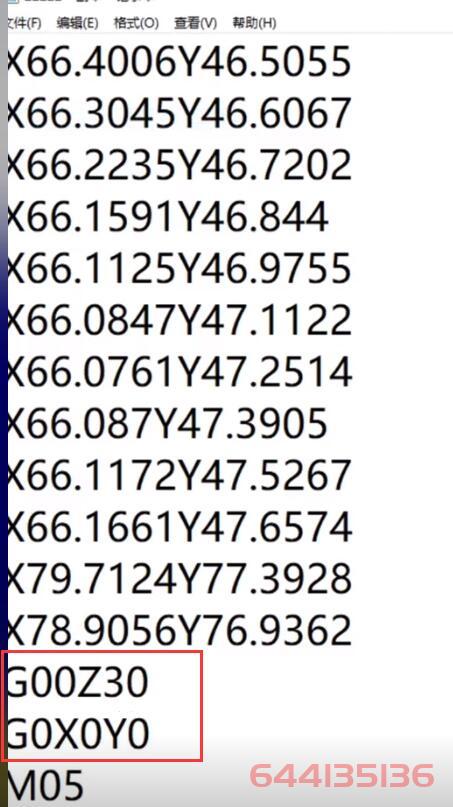
添加G0指令
在程序末尾添加以下内容:G0X0Y0这表示主轴将快速移动到X轴0点、Y轴0点,G00Z30表示提升至Z轴30mm高度。
调整Z轴高度
根据实际需求,可以调整Z轴的高度参数。如果原程序中已有Z轴定位指令(如Z5),建议将其调整为较大的数值(如Z30),以确保主轴能够安全返回。
保存文件
完成编辑后,保存修改后的程序文件。
测试验证
在维宏控制系统中加载修改后的程序,运行仿真测试,观察主轴是否能够按照预期自动返回原点。

四、注意事项
1、在添加指令前,建议先备份原始程序;
2、Z轴高度参数应根据机床实际参数合理设置;
3、修改后的程序应先进行仿真测试,确认无误后再正式使用。
通过在加工程序末尾添加G0指令,可以轻松实现主轴自动返回原点的功能。这种方法操作简便,效果显著,能够有效提高加工效率,减少人工干预。希望本文的介绍对您在使用维宏系统时有所帮助。如果您还有其他问题,欢迎随时交流探讨。